


一人塑膠工廠: 用 Fuse 1+ 30W 將新產品快速推向市場

Ken Pillonel 是一位工程師,同時也是人氣 YouTube 頻道「Exploring the Simulation」的創辦人。他有一個點子——設計一款 AirPods 保護殼,不僅能保護耳機,還能讓使用者用 USB-C 充電,取代過時的 Lightning 接頭。
多年來,消費性電子產品的「被迫淘汰」設計以及限制使用者自行維修的手法,一直讓 Pillonel 深感不滿。他曾對《Engadget》的 Will Shanklin 表示:「看到像是電池不可更換、零件使用強力膠固定,以及缺乏透明資訊的設計選擇,讓『快時尚電子產品』氾濫,這實在令人困擾。」
事實證明,感到挫折的不只他一人——當他宣布這個 AirPods 充電盒的計畫時,立刻收到來自世界各地數千筆訂單。為了在自家公寓、沒有任何員工協助的情況下完成這些訂單,皮隆內爾需要一套能像他一樣拼命工作的製造解決方案。
「我的目標是盡可能在家完成所有硬體開發,這樣我就能把想法快速實現。有了這套(Fuse 系列)設備,在 3D 列印方面我算是萬事俱備了。」Ken Pillonel 說。
傳統製造方式的侷限
傳統製造方式,如射出成型,依然是(而且可能還會持續一段時間)大量生產消費性產品的最便宜方式,例如 Pillonel 或 Apple 的 AirPods 保護殼。對於大型製造商來說,這種模式最合理,因為他們的需求與供應數量通常是預先規劃好的。
但對像 Pillonel 這類的小型製造者來說,傳統製程卻會限制他們靈活設計產品的能力。射出成型若要在經濟上可行,往往必須在設計完全定案後才能進行生產,幾乎沒有任何調整或改進的空間。
然而,Pillonel 的產品之所以能吸引上千位顧客,正是因為他具備即時反應、市場敏捷性,並能快速根據用戶回饋進行調整的能力。
對於產品「被迫淘汰」這件事早已深有所感的 Pillonel,很清楚自己若投入資金製作模具,幾年後這些模具勢必也會過時——畢竟顧客總會換用新款耳機與保護殼。在消費性產品的世界裡,尤其是身為售後市場的製造商,根本無法賭某個設計或模具的壽命。
「這些模具如果砸了那麼多錢,過幾年也只是變成高級的鎮紙。我不想把錢投在這種地方。」
此外,射出成型本身的製程也對設計有諸多限制,而這正好與 Pillonel 的保護殼設計相衝突——他的設計相當複雜,包含多個不易以傳統方式加工的細節。「裡面有內部空腔、有孔洞,還有雕刻文字。如果我要用射出成型製作那個零件,就不能只用簡單的雙片模具,而是需要加上滑塊等機構的複雜模具,成本會大幅上升。」
還有一個許多新創者與工程師在代工生產時常忽略的陷阱:幽靈班(ghost shifts)。有觀眾在 Pillonel 的影片留言指出,部分海外射出代工廠會偷偷額外生產原本合約外的數量,再私下轉售以賺取額外利潤。
至於聚氨酯(Urethane)翻模——透過矽膠模具灌注液態塑料並固化成型——雖然是一種替代方案,但模具壽命僅約 50 次射出,無法支撐大量生產,因此也不具規模化的潛力。
若改為將 3D 列印內部化,Pillonel 就能完全掌握設計、生產、品管、出貨與售後支援等每一環節,真正成為一人運作的塑膠製造工廠。
FDM、SLA、傳統成型,還是其他選擇?
Pillonel 多年來一直在使用 3D 列印技術,包含熔融堆疊成型(FDM)與光固化列印(SLA),其中 SLA 是使用桌上型的 Form 3+ 列印機完成。他認為每種技術在特定情境下都有其用途,但在這次的產品專案中,他對使用 FDM 或 SLA 來量產仍有所保留,他先以自己熟悉的 FDM 技術進行原型開發,但很快便決定這不適合最終產品。
「我從最便宜的方法開始,就是用線材進行 FDM 列印,但我很快就告訴自己:這樣不行……這樣的列印品質不適合用來販售的消費性產品,缺乏高質感。」Pillonel 表示。
至於使用 Form 3+ 的 SLA 列印,Pillonel 對品質與表面細緻度相對滿意,但對整體工作流程就沒那麼樂觀了。雖然他很喜歡樹脂列印成品在打樣階段的精緻效果,但一想到為了完成大量訂單所需的後處理流程與時間成本,他便認為這不是一個可行的量產解決方案。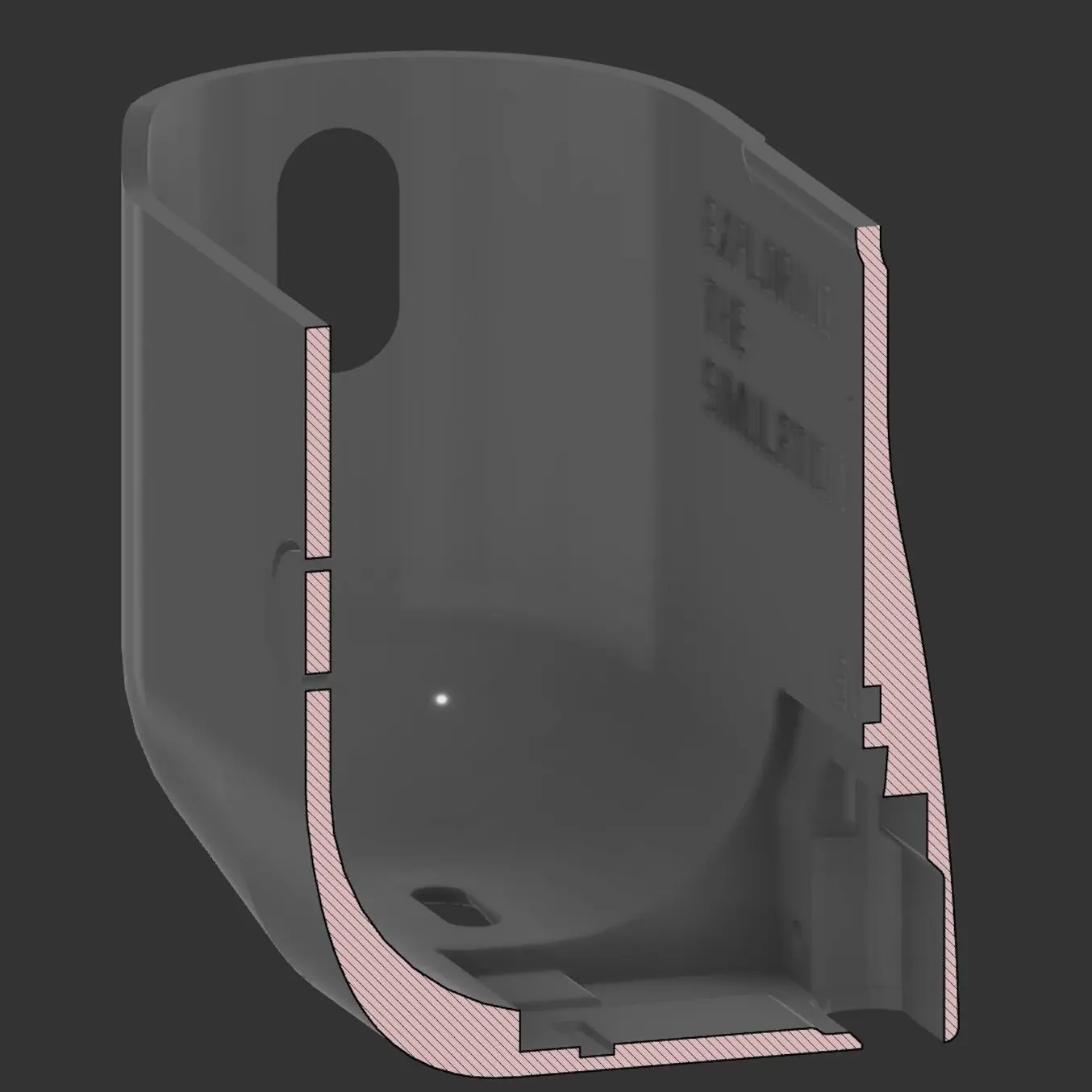
「SLA 的解析度無庸置疑是最好的。但讓我最終選擇其他方式的原因有幾個。首先是後處理,還有要處理樹脂、化學品,以及清洗液的廢棄問題。然後最大的一點是支撐結構,還有支撐留下的痕跡。如果我要在這種產量下去噴漆和打磨每一個保護殼,那根本沒辦法當個一人塑膠工廠,」Pillonel 說道。
選擇性雷射燒結(SLS)是唯一能夠製造數千個最終產品等級零件的 3D 列印技術。粉末床的自我支撐特性讓列印過程不需要額外支撐結構,而尼龍材料本身的機械性能也確保了保護殼足夠耐用,能應付日常使用中的摔落、彎折、碰撞或擠壓。
此外,粉末床技術還能讓零件在成型體積粉槽中堆疊列印,因此 Ken 僅需一台列印機,就能每天生產數百個零件。
他唯一的員工:Fuse 1+ 30W
當 Pillonel 決定「聘請」他的唯一員工時,他很清楚:自己那幾台 FDM 和 SLA 列印機,絕對無法應付如潮水般湧入的訂單;而傳統製造方式如射出成型也早就被排除在外。SLS 是唯一的出路——但他需要一套既能生產最終產品等級品質、又不會遙不可及的解決方案。
市面上雖然有不少粉床式 3D 列印機選擇,但幾乎沒有一台是真正適合新創或個人創業者的價格區間。便宜的選項不夠穩定可靠;而像大型 MJF 設備那樣的傳統機型,價格昂貴不說,體積也大得根本塞不進他當作工作室使用的公寓。
儘管 Pillonel 認為 Fuse 系列的價格對於一般嗜好者或個人創業者來說仍算不上「平易近人」,但他知道,這會是最有機會回本、最值得投資的選擇。
Pillonel 最初的設備組合很簡單:一台 Fuse 1+ 30W 列印機、一個成型體積粉槽,以及 Fuse Sift,再加上 12 公斤的 Nylon 12 Powder。即便是這樣完整的工業級 SLS 生產組合,他也能在自己的公寓裡於幾小時內完成安裝設定,立即開始生產。
「打開包裝、插上電源後,我就開始做基本設定,整個流程非常直覺。我只需要按照螢幕上的指示操作,就搞定了,」Pillonel 說道。
接下來,就是正式開工的時候了。經過短短幾個月的設計、幾輪滿槽列印測試,以及初步客戶回饋後,Pillonel 很快就能進入穩定生產,順利出貨,同時優化整個製造流程。
建議產量規劃

#加購 Glovebox 手套套件絕對值得
Fuse Sift Glovebox 手套套件是搭配 Fuse Sift 的附加配件。雖然在沒有手套套件的情況下,Sift 的負壓與吸力機制已足以避免粉末亂飛,但加裝手套套件提供了額外一層防護與安心。
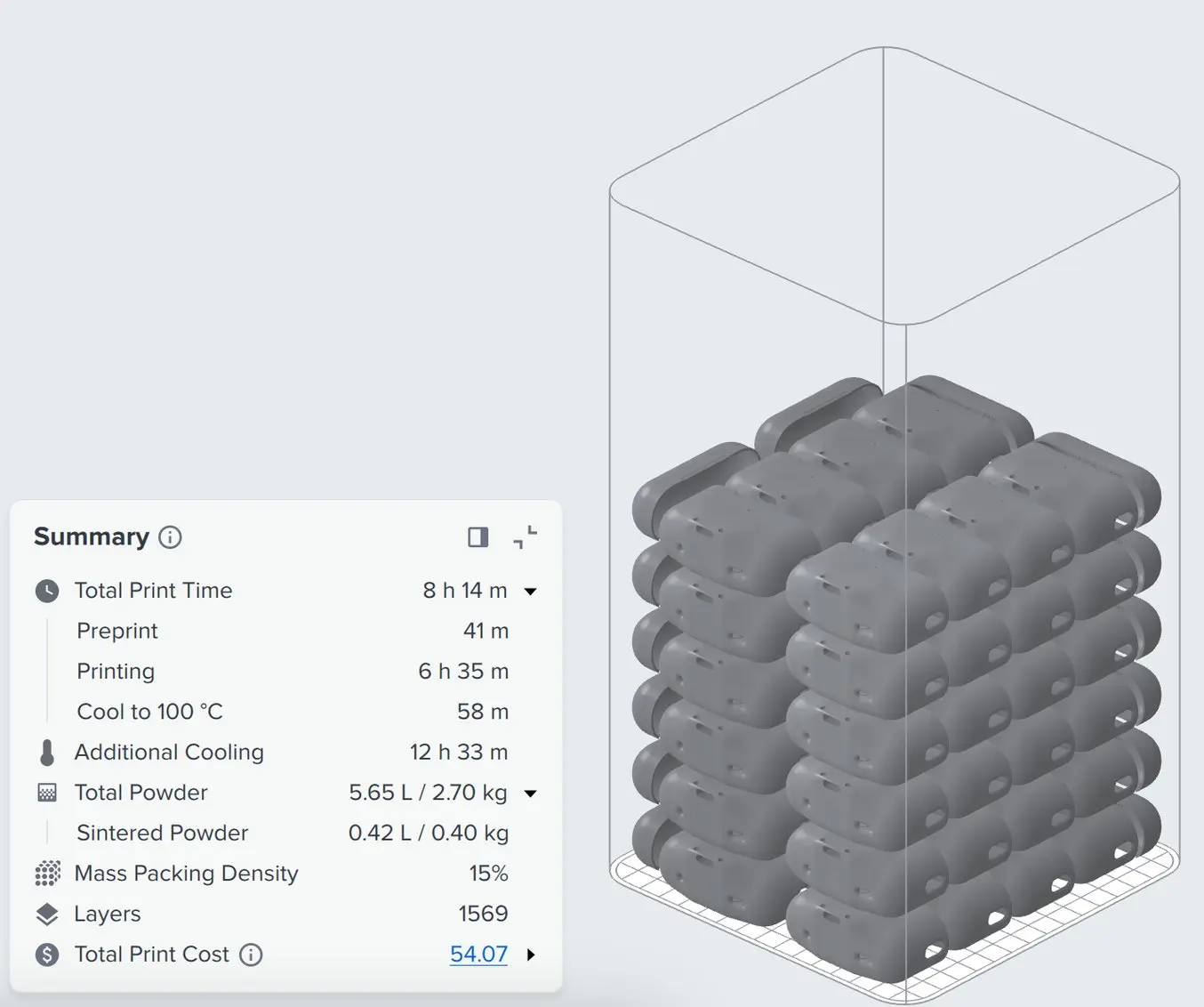
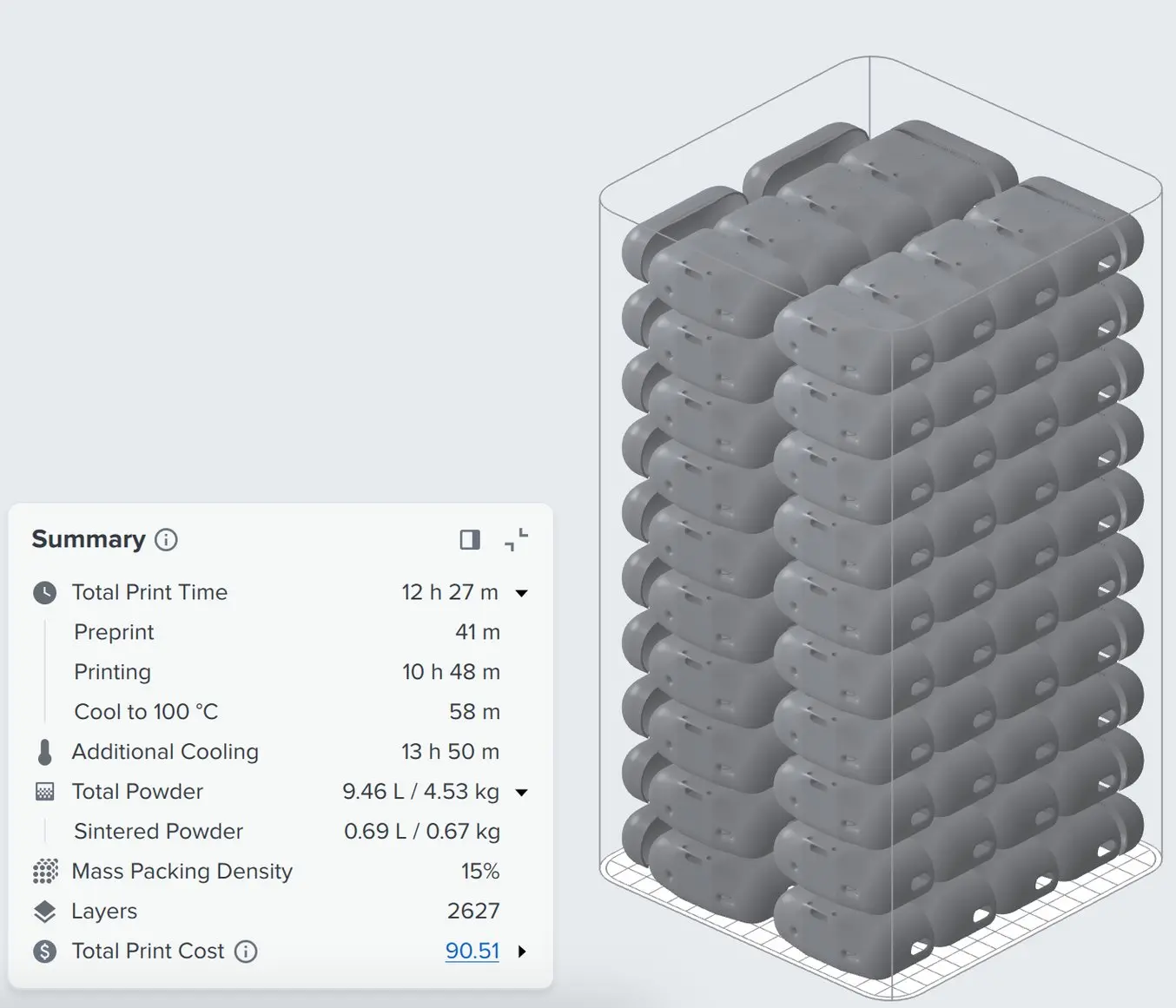
#儘可能高密度堆疊
把成型體積粉槽塞得越滿越好,能有效降低單件成本。理想情況下,應將堆疊量與粉末的刷新率搭配得剛剛好,讓未燒結的粉末可以完全回收再利用,避免浪費。
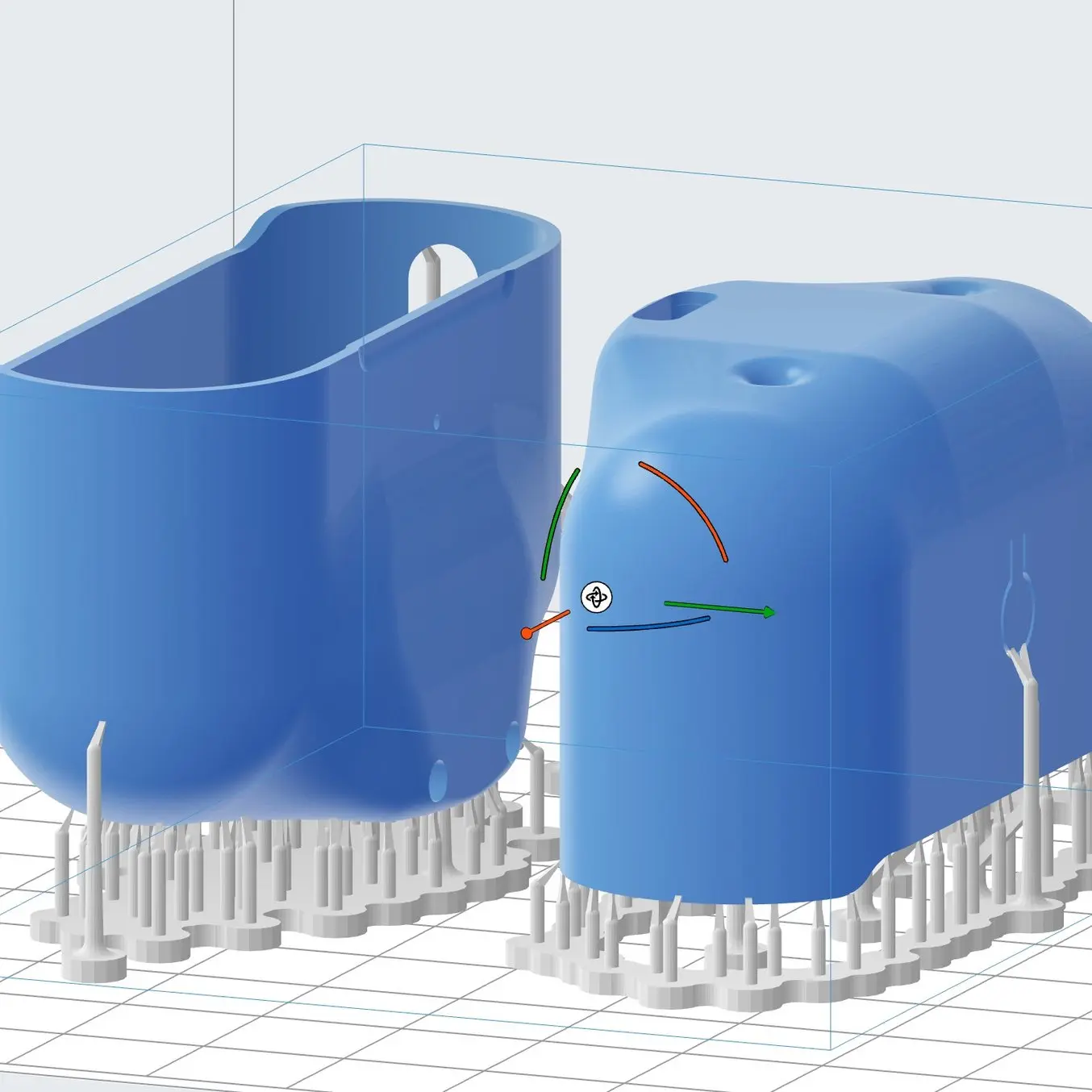
#設計階段確定列印方向並鎖定
在設計與測試過程中,嘗試不同方向進行列印是合理的,這能幫助你找出最佳的公差表現。定案設計後,應透過 PreForm 中的「Orientation Lock」功能鎖定方向,以確保生產的一致性。
#自動堆疊 vs. 手動堆疊
「有兩種做法:自動打包很方便。但如果你是大量生產相同零件,手動堆疊其實能更有效率。」— Ken Pillonel。他透過將小零件嵌入其他零件中,成功將堆疊密度提升了幾個百分點。
#正式投產前,請務必做一次完整建構測試
當 Pillonel 準備進入量產時,第一個全容量粉槽的列印結果,在頂部層出現輕微的凹坑。他發現這是韌體更新前的常見錯誤。更新韌體後成功完成後續列印,避免了材料浪費。
#最佳生產排程與用電成本計算
Pillonel 發現,整套生產生態系統跑完一次完整列印只消耗約 5.8 度電。他採取的做法是:上午 9 點啟動第一批「略低於滿槽」的列印;下午 5 點更換成型體積粉槽後,再跑第二批「夜間列印」。
#Fuse Blast 後處理優化技巧
雖然一次處理整個粉槽的零件看似方便,但 Pillonel 發現「分批、短時間」的循環能讓零件更乾淨。另外,將相同大小的零件分批處理也有助於提升效率與清潔品質。
接下來的計劃:Exploring the Simulation 的未來展望
Pillonel 目前仍持續接單並出貨他的 AirPods 充電保護殼,而他的 Fuse 系列生產生態系也和他本人一樣,24 小時不間斷地運作著。他身兼產品設計、生產、客服與物流,一手包辦所有流程。
Fuse 系列生態系讓 Exploring the Simulation 得以從一個產品點子,發展成一整套成熟的製造工作流程。3D 列印——特別是如 Fuse 這樣強大又易於入門的 SLS 技術——為當代科技中「被迫淘汰」的問題,至少提供了其中一個實際可行的解方。