


SLS 3D列印技術簡化了伊頓公司的單件流製造流程
- SLS 3D 列印技術簡化了伊頓公司的單件流製造流程
- 工業 4.0 的中心輻射架構
- 易於整合:Formlabs 在 AMCoE 的應用
- 立體光刻 (SLA) 和 Form 4 的重大變革
- 個案研究:SLA 蓋板零件
- 伊頓工廠車間的 Fuse 系列
- SLS 在製造業的優勢:工廠彈性
- 案例研究:奧利安公司的 SLS 生產耗材
- 步驟 1:壓力機脫困期間的彈簧柱塞
- 步驟 2:玻璃環刮刀
- 步驟 3:(分配等級)研磨 V 型塊支架
- 步驟 3(工位等級):使用 SLS 翻轉臂進行研磨
- 步驟 4:(分配類別)轉運站
- 步驟 4:(站點等級)轉運站
- 步驟 5:配備人工智慧攝影機的金屬化工作站概覽
- 步驟 6:使用彩色編碼測試杯進行電氣測試
- 步驟 7:組裝
- 邁向真正先進的製造
SLS 3D 列印技術簡化了伊頓公司的單件流製造流程
使用 Formlabs Fuse 系列產品僅一年後,伊頓位於紐約州奧利安的製造工廠就大幅降低了營運成本,替換了 90% 的先前加工的 Delrin 夾具,並提高了工廠車間的反應速度和效率。
— TJ Zurell,伊頓公司奧利安分公司資深製造工程師
從製造業角度來看,「單件流」需要許多很多運動部件。在奧利安工廠,每天有 15,000 個金屬氧化物壓敏電阻(MOV)在單件流中穿梭,由一系列複雜的機器設備引導,原材料經過壓縮、噴漆、研磨至平行、焊接、測試和組裝,最終成為用於電線桿和電站的浪湧保護器。
由於工廠內機器、機器人和運動部件眾多,Olean 團隊需要源源不絕地採購新的生產耗材和製造輔助工具,包括夾具、工裝、末端執行器 (EOAT)、自動化輔助設備、替換零件等等。這些零件至關重要,但傳統上交貨週期長、加工成本過高,或體積龐大、難以使用。
我們採訪了 Olean 的高級製造工程師 TJ Zurell 和伊頓增材製造卓越中心 (AMCoE),了解製造商如何利用 SLS 3D 列印降低成本、提高效率、鼓勵創新思維和參與,以及保護其供應鏈。
工業 4.0 的中心輻射架構
伊頓在全球 35 個國家擁有超過 209 個生產基地和近 93,000 名員工,不斷開發新的方法、製程和產品。伊頓的工業 4.0 策略——即製造業及其他產業的持續數位轉型——包括利用 3D 列印技術解決裝配線上的日常問題,提高工人安全,提升生產效率,降低成本等等。
伊頓公司增材製造卓越中心(AMCoE)成立於 2016 年,最初是為伊頓航空航天部門設立的專門的 3D 列印研究計畫。如今,它已發展成為伊頓公司 209 個分散式製造基地的 3D 列印知識中心和 3D 列印資源中心。「我們的增材製造卓越中心旨在幫助我們的製造工廠解決一些實際問題,」AMCoE 增材製造應用經理 Kathleen Chou 表示。
 伊頓突波保護器裝配線
伊頓突波保護器裝配線
AMCoE 面臨一項複雜的挑戰——如何為 209 個產品目錄迥異的製造基地提供支援。例如,生產突波保護器的伊頓奧利安工廠的工作流程就與航空航太工廠截然不同。
 桌上的伊頓突波保護器
桌上的伊頓突波保護器
為了推薦合適的積層製造工具,AMCoE 必須了解每個工廠的特定工作流程。這是一個雙向的過程,通常情況下,某個工廠會提出 3D 列印解決方案,AMCoE 隨後可以將其分享給其他擁有類似工作流程或設備的工廠。
伊頓公司工業 4.0 增材製造全球策略經理卡梅倫·皮爾領導著一個由公司各部門領導組成的全球監督委員會,旨在確保伊頓的每個分支機構都能獲得最先進的技術和最前沿的知識。「伊頓在積層製造領域擁有令人振奮的優勢,因為我們擁有如此多元化的製造佈局和產品組合……這為我們帶來了許多機遇,但也意味著我們需要努力追求的目標很多,這需要我們集中精力,」皮爾說。
 托盤上的伊頓金屬氧化物壓敏電阻
托盤上的伊頓金屬氧化物壓敏電阻
這些金屬氧化物壓敏電阻(MOV)僅由美國三家工廠生產,其中包括伊頓奧利安工廠。奧利安工廠每天生產 15,000 個這種壓敏電阻,生產效率、生產力和產量至關重要。
 伊頓突波保護器堆疊在一起
伊頓突波保護器堆疊在一起
經過壓制、噴漆、研磨、測試和精加工後,MOV 將被組裝成這些浪湧保護器,用於保護各地的公用設施線路,從你家門外的電線桿到管理全球交通的機場。
3D 列印產業發展日新月異——新材料、新打印機和新應用層出不窮。伊頓成立了全球委員會,旨在縮小選擇範圍,並承擔工廠評估和整合的繁重工作,使它們能夠專注於自身獨特的流程。「我們制定了一套涵蓋所有不同模式的標準,我們的工廠可以選擇採用這些標準,並根據這些標準進行投資和發展,」皮爾說。
為了遵守全球理事會制定的標準,AMCoE 對新技術進行嚴格評估,以確定是否適用於伊頓的不同工廠。「通常需要六到九個月的時間才能對一個系統進行全面審查。我們真正關注的是易用性、可靠性和可重複性,」Peahl 說。
易於整合:Formlabs 在 AMCoE 的應用
 AMCoE 的 Fuse 1+ 30W 和 Fuse Sift——該系統的易用性和小巧的佔地面積使其能夠輕鬆整合到已經擁擠的工作間中,並且所有技術人員都易於學習。
AMCoE 的 Fuse 1+ 30W 和 Fuse Sift——該系統的易用性和小巧的佔地面積使其能夠輕鬆整合到已經擁擠的工作間中,並且所有技術人員都易於學習。  這些頭盔夾配件是一位工廠員工提出的要求,他需要戴上電壓警報器,但對市面上現有的設備並不滿意。最終的解決方案是客製化設計的 SLS 3D 列印安全帽夾。新的夾子既能確保安全,又不會妨礙他人。
這些頭盔夾配件是一位工廠員工提出的要求,他需要戴上電壓警報器,但對市面上現有的設備並不滿意。最終的解決方案是客製化設計的 SLS 3D 列印安全帽夾。新的夾子既能確保安全,又不會妨礙他人。
對於製造工廠而言,任何花在調試機器上的時間都是生產時間的浪費。隨著國內所有製造商面臨越來越大的生產力壓力,3D 打印機必須極為可靠且操作簡單。「我們需要的是可以信賴並充分利用的工業級機器……我們沒有時間等待售後服務,也沒有時間去調整設定。它必須能夠按照我們想要的時間和方式打印出我們想要打印的東西……機器每天閒置在地上,沒有插電,沒有運行,對我們來說就是金錢和機會的損失,」皮爾說。
立體光刻 (SLA) 和 Form 4 的重大變革
2021 年,AMCoE 團隊評估了幾台立體光刻(SLA)機器,但還沒有找到一家能夠滿足他們搜尋的三個主要原則的製造商:易用性、可靠性和可重複性。「我們大約在那時引入了 Formlabs,並立即發現它在易用性方面具有顯著優勢,」Peahl 說。在將 Formlabs SLA 的工作流程與 Form 3 版本標準化後,伊頓團隊於 2024 年升級到了 Form 4 和 Form 4L。
— Cameron Peahl,全球工業 4.0 增材製造策略經理
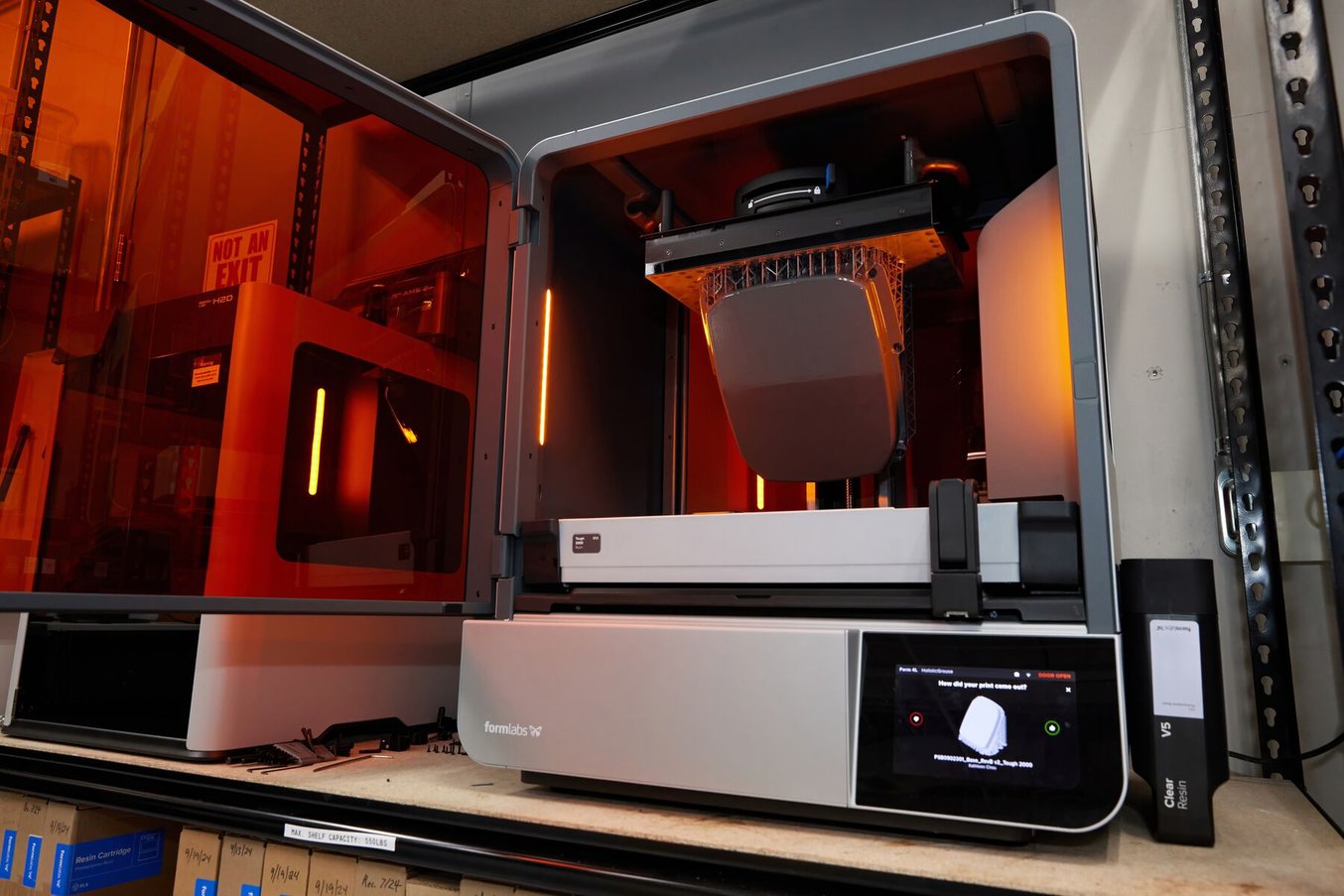 Formlabs Form 4L 的可靠性和尺寸使其成為 AMCoE 營運中不可或缺的一部分。
Formlabs Form 4L 的可靠性和尺寸使其成為 AMCoE 營運中不可或缺的一部分。
「能夠列印大型物件對我們來說非常重要,而我們使用它的另一種方式是列印少量零件……Form 4L 的速度和尺寸優勢使我們能夠更快地處理這些零件,」Chou 說。
 伊頓增材製造卓越中心(AMCoE)作為伊頓眾多製造工廠的知識中心和資源中心,為新技術提供測試零件、機器評估和整合方案。
伊頓增材製造卓越中心(AMCoE)作為伊頓眾多製造工廠的知識中心和資源中心,為新技術提供測試零件、機器評估和整合方案。
在首次對 Formlabs SLA 打印機進行多年評估後,伊頓公司現在向那些尋求高精度零件用於生產線和裝配線的製造工廠推薦 Form 4 和 Form 4L 打印機。此外,如果某家工廠需要為射出成型的塑膠組件訂製替換零件,伊頓先進製造卓越中心(AMCoE)可以列印出來,並在不到一周的時間內以幾美元的價格運送給他們。對於大型製造設備系統中的替換組件,通常除了等待數月才能從原始設備製造商(OEM)獲得定制的注塑組件之外,別無他法。而 3D 列印為這些一次性需求提供了一種快速、經濟的替代方案。
「如果我遇到一家工廠說,我們需要亞微米級的精度、非常好的表面光潔度、夾具或工具的高重複性,這通常會立即引發我的一個想法:『嗯,我想我們可能是在談論 SLA 了,』」皮爾說。
材料的多樣性也是 AMCoE 推薦 Formlabs SLA 打印機的原因之一——工廠經常需要在不同的溫度和環境下處理冷卻劑、絕緣體、塗層溶液等化學品。當工廠每天都會遇到新的問題時,能夠在一個系統中存取多種材料就顯得尤為重要。「SLA 技術在硬度、強度、剛度和耐溫性方面能夠提供獨特的材料特性……我們喜歡的另一項技術是 Formlabs 彩色樹脂。當我們需要定制顏色或非常具體的顏色時,它使我們能夠製作出其他一些系統無法實現的真實顏色原型,」Peahl 說道。
個案研究:SLA 蓋板零件
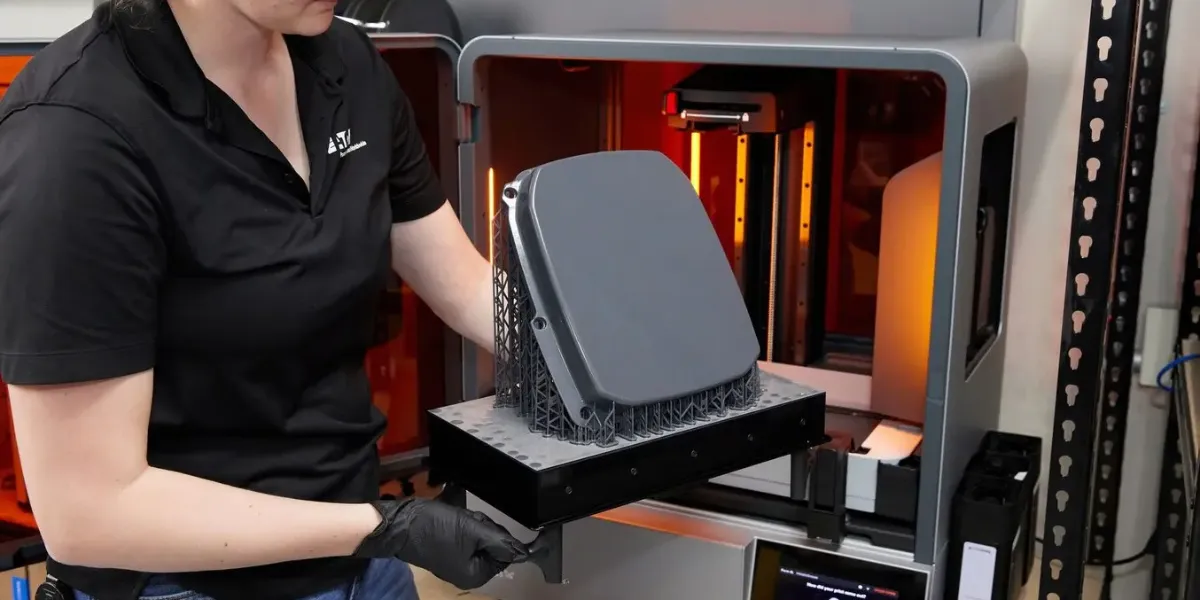
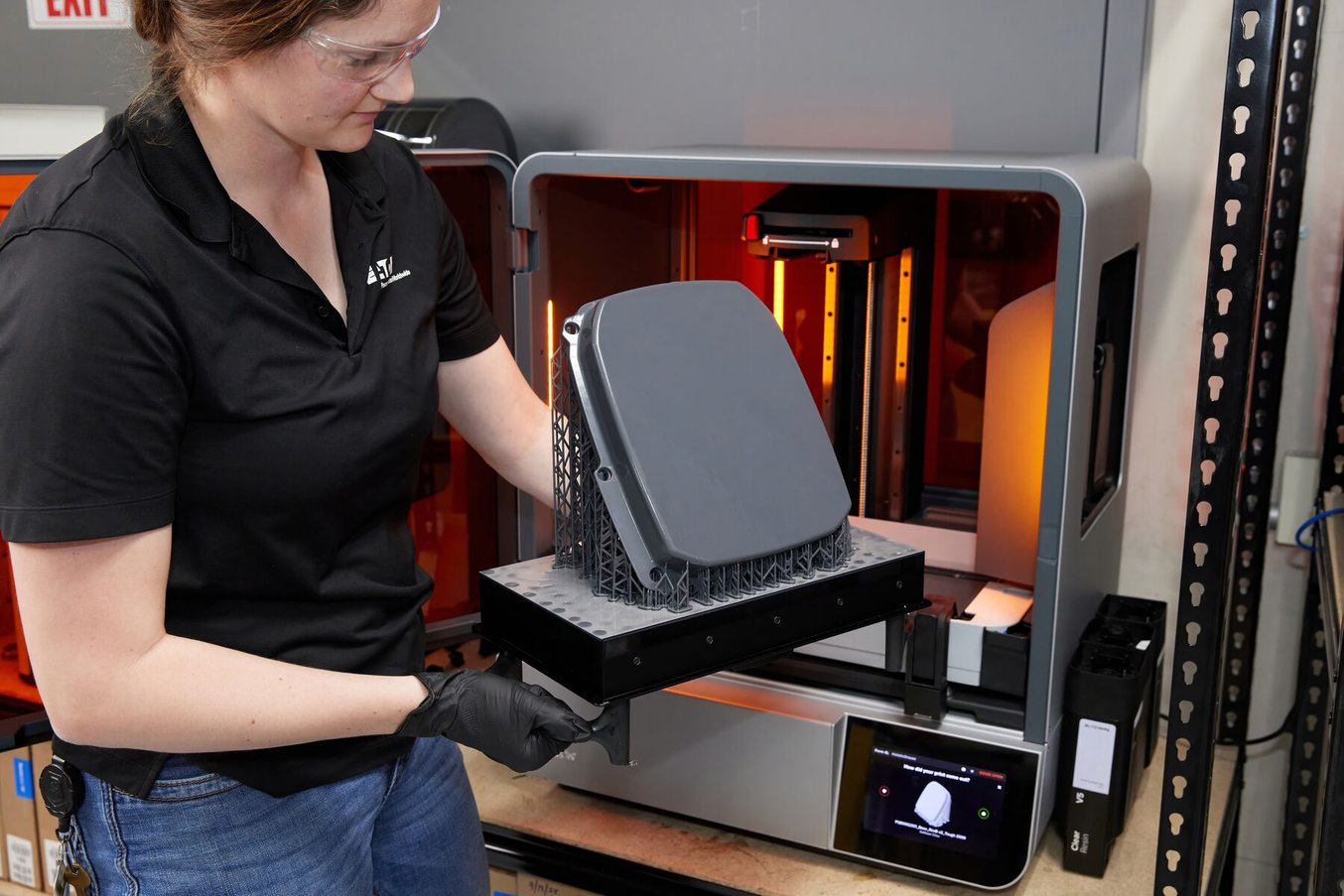 此蓋板部件由 AMCoE 使用 Tough 2000 樹脂在 Form 4L 上列印,用於正在開發暴露於潮濕和高溫環境的覆蓋組件的工廠。
此蓋板部件由 AMCoE 使用 Tough 2000 樹脂在 Form 4L 上列印,用於正在開發暴露於潮濕和高溫環境的覆蓋組件的工廠。
伊頓公司的一個產品設計團隊最近聯繫了美國先進製造卓越中心(AMCoE)的 Chou,請他們提供一個用於功能測試的組件蓋。從其他供應商購買該零件可能需要數週甚至數月的時間;它需要具備高防潮性、尺寸精度和耐用性,而且尺寸過大,FDM 打印機無法列印。Chou 最終完成了設計,並使用 Tough 2000 樹脂在 Form 4L 上列印了該零件,從而快速交付了一個堅固耐用、防水的部件。「我們需要一個能夠經受住水浸考驗,並且能夠可靠地覆蓋整個組件的部件。這個蓋件很好地體現了 Form 4L 材料的實際尺寸和某些材料的優勢,」Chou 說。
伊頓工廠車間的 Fuse 系列
 Fuse Blast 讓按需製造輔助工具變得更加容易——篩選階段花費的時間減少了 80%,Zurell 和其他工程師可以花更多的時間來評估流程,看看 3D 列印零件可以在哪些方面改進工作流程。
Fuse Blast 讓按需製造輔助工具變得更加容易——篩選階段花費的時間減少了 80%,Zurell 和其他工程師可以花更多的時間來評估流程,看看 3D 列印零件可以在哪些方面改進工作流程。  這款測試杯上精細刻有 MOV 尺寸和型號零件編號。Fuse Blast 可以完全清除它,無需手動操作。
這款測試杯上精細刻有 MOV 尺寸和型號零件編號。Fuse Blast 可以完全清除它,無需手動操作。
伊頓公司的先進製造卓越中心(AMCoE)早在多年前就已採用選擇性雷射燒結(SLS)技術,之後才開始評估 Formlabs Fuse 系統。「SLS 有很多優點——無需支撐即可列印,便於零件清理;幾何精度高;而且可以使用尼龍等工程級材料。這對於我們進行原型製作以及需要額外剛度的模具製造來說,都是巨大的優勢。」Chou 說道。
AMCoE 之前使用的 SLS 打印機是大型工業粉末床熔融設備,價格接近 50 萬美元,操作流程複雜,需要專門的操作人員和大量的技術支援。這些機器用於滿足 AMCoE 受過培訓的員工提出的各種需求,但它們並非 AMCoE 通常推薦給製造企業的那種「無需調試」的可靠易用型設備。「這些機器的問題在於它們操作繁瑣、體積龐大、笨重且價格昂貴,」Peahl 說。
AMCoE 需要一款能夠提供 SLS 製程所需的工程級材料和無支撐列印功能的打印機,同時也要具備在各種製造環境中現場使用的易用性和可靠性。2022 年,他們引進了 Fuse 打印機進行全面測試。
— Cameron Peahl,全球工業 4.0 增材製造策略經理
SLS 在製造業的優勢:工廠彈性
 這些軸環套在噴漆過程中固定 MOV 的末端執行器上。它們需要有多種尺寸,以適應不同尺寸的 MOV,並且易於更換。
這些軸環套在噴漆過程中固定 MOV 的末端執行器上。它們需要有多種尺寸,以適應不同尺寸的 MOV,並且易於更換。  以前是用 Delrin(白色部件,左圖)加工而成的,現在用尼龍 12 粉末(灰色部件,右圖)打印出來,速度更快,成本更低,並且還增加了部件編號和識別標記等功能。
以前是用 Delrin(白色部件,左圖)加工而成的,現在用尼龍 12 粉末(灰色部件,右圖)打印出來,速度更快,成本更低,並且還增加了部件編號和識別標記等功能。
在評估了 Fuse 系列生態系統——包括 Fuse 1+ 30W、Fuse Sift 和 Fuse Blast——之後,AMCoE 開始推薦它作為工廠車間快速、經濟、複雜的製造輔助解決方案。「我認為積層製造在工廠和工業環境中的真正優勢在於速度。速度、靈活性和創造性,」Peahl 說。
對於工業製造商而言,停機時間是最大的敵人。50 台不同的重型機械設備在單件流生產流程中協同運作,這意味著任何故障、零件損壞或輕微延誤都可能對後續生產造成巨大影響。「如果車間裡出現故障,你就得等著系統整合商到現場幫你更換零件……或者把零件送到加工廠。零件返廠可能需要 8 到 12 週的停機時間。這對工廠來說幾乎是毀滅性的打擊,」皮爾說。
尋找減少停機時間的有效新方法是工廠第一線員工的責任。了解 SLS 3D 列印的按需製造技術,促使他們嘗試新方法、提出替代方案,並指出日常工作中的低效之處。Olean 公司所有員工都能使用 Fuse 系列產品,這促使新想法和更有效率的流程得以真正實施。
— Cameron Peahl,全球工業 4.0 增材製造策略經理
案例研究:奧利安公司的 SLS 生產耗材
Olean 公司現在使用其 Fuse 系列 3D 打印機列印數千個零件,但其工程團隊對 3D 列印的接觸始於早期,當時他們在家中使用桌上型 FDM 打印機。「我們都是業餘愛好者,都擁有過小型打印機。我們仍然喜歡用 FDM 來製作初始原型,但我們始終會考慮需要生產多少零件,或者需要多久使用一次。如果一年需要使用超過一次,我們就會採用 SLS 工藝,」Zurell 說。
步驟 1:壓力機脫困期間的彈簧柱塞
在壓制階段,大型壓縮機將原料粉末壓製成圓柱形金屬氧化物壓塊(MOV),此時,一個取出器會進入壓塊內部,抓取零件並將其拉回傳送帶。彈簧柱塞會依照不同尺寸的 MOV 預設取出器的高度。 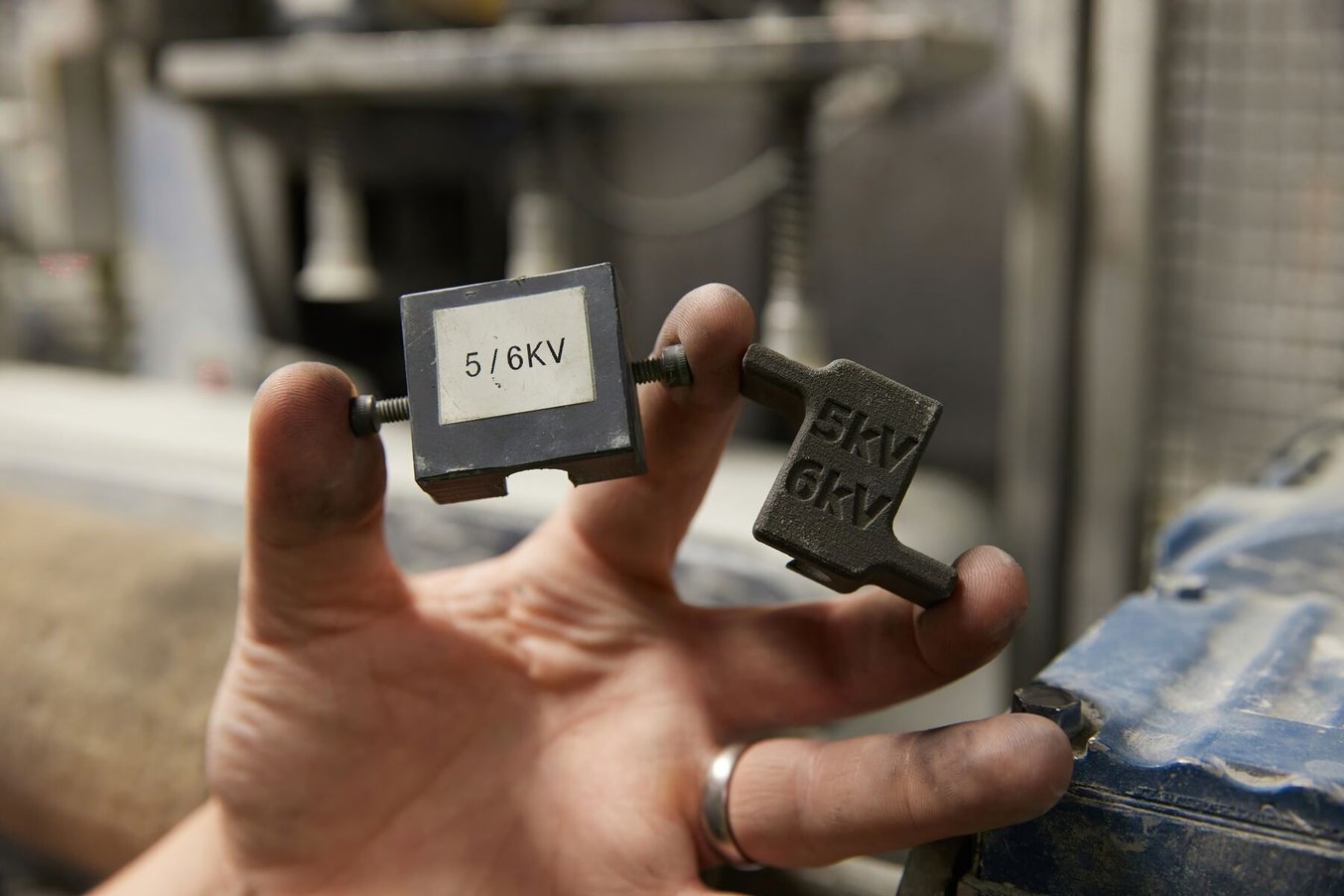 以前,尼龍零件(左圖)由機械加工尼龍製成,並由多個零件和螺絲組裝而成;現在,這些部件採用 SLS 3D 列印技術一次性列印完成,並在零件上刻有識別符號。新部件使操作員能夠更輕鬆快速地切換程序。
以前,尼龍零件(左圖)由機械加工尼龍製成,並由多個零件和螺絲組裝而成;現在,這些部件採用 SLS 3D 列印技術一次性列印完成,並在零件上刻有識別符號。新部件使操作員能夠更輕鬆快速地切換程序。
MOV(金屬氧化物壓閥)製造流程的第一步是將原料粉末壓成圓柱形。粉末壓製成圓柱形後,一個取出臂伸入其中抓取零件,並將其取出,進入後續的單件流工序。彈簧柱塞預設了取出臂的工作高度。以前,這些零件是用尼龍機加工而成,上面貼有印刷標籤,標明預設高度。現在,它們採用便捷的卡扣式設計,透過雕刻顯示預設高度,無需膠帶。「這些零件很容易丟失,也容易磨損。用 3D 列印更換要快得多,我們可以隔夜收到,而不是像以前那樣需要一周時間。以前用機加工的零件,需要調整硬件,比較麻煩。現在,只需將其套在軸上,然後旋轉到位即可。」Zurell 說道。
步驟 2:玻璃環刮刀
 在玻璃纖維環圈噴塗過程中,油漆會堆積在這個金屬環(遮罩)上,需要定期清潔,以免油漆沉積到零件上。使用環刮刀可以防止油漆積聚。
在玻璃纖維環圈噴塗過程中,油漆會堆積在這個金屬環(遮罩)上,需要定期清潔,以免油漆沉積到零件上。使用環刮刀可以防止油漆積聚。  以前,尼龍零件(左圖)由機械加工尼龍製成,並由多個零件和螺絲組裝而成;現在,這些部件採用 SLS 3D 列印技術一次性列印完成,並在零件上刻有識別符號。新部件使操作員能夠更輕鬆快速地切換程序。
以前,尼龍零件(左圖)由機械加工尼龍製成,並由多個零件和螺絲組裝而成;現在,這些部件採用 SLS 3D 列印技術一次性列印完成,並在零件上刻有識別符號。新部件使操作員能夠更輕鬆快速地切換程序。
對於消耗速度快的生產耗材,Fuse 系列的大量列印意味著團隊始終有備件可用。當庫存不足時,他們可以將這些刮刀部件添加到幾乎完成的 SLS 列印件中,而無需向機械師發出新的請求並等待更換。「由於我們的產品產量很大,這些零件很容易磨損。這就是生產耗材發揮作用的地方,」Zurell 說。
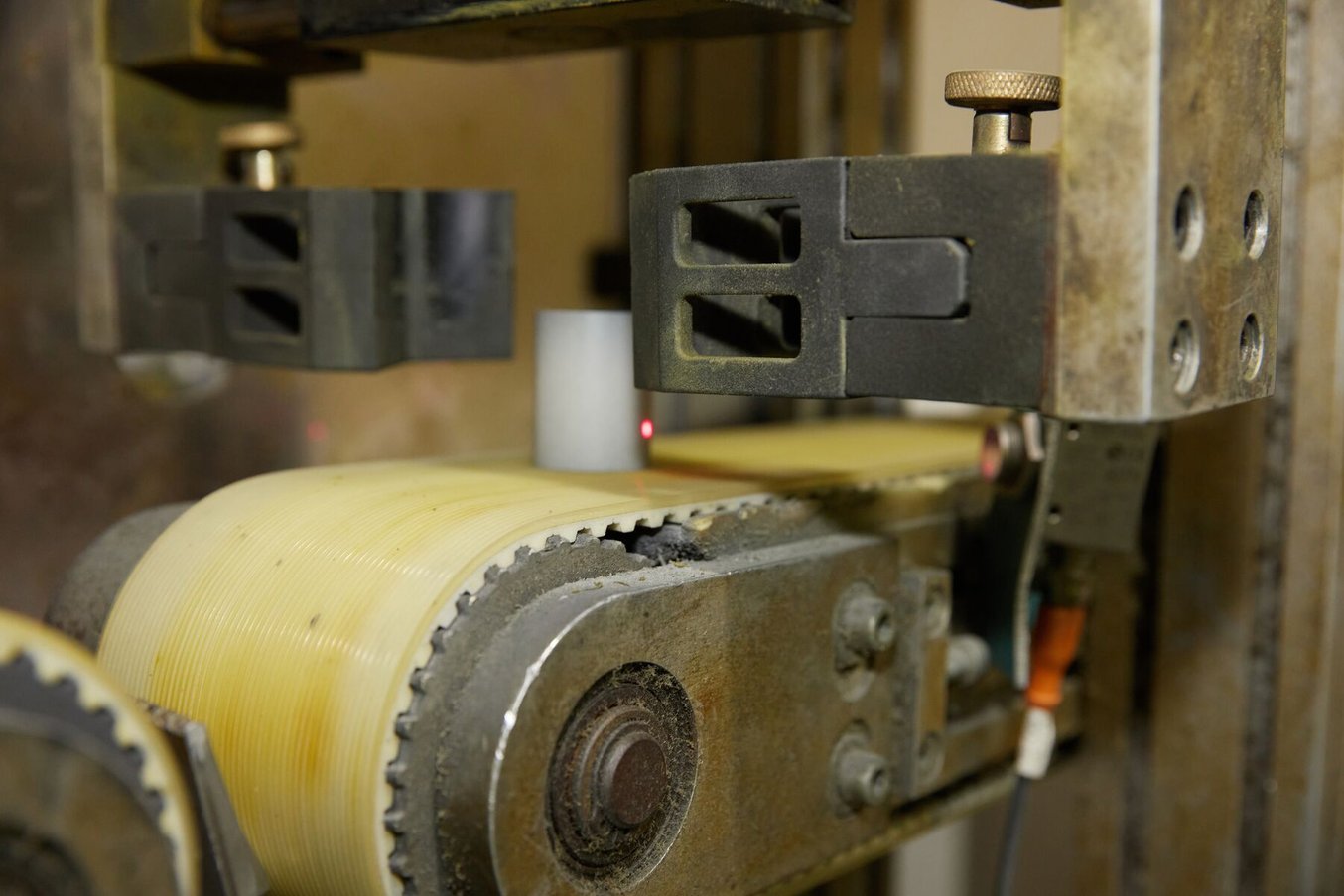
步驟 3:(分配等級)研磨 V 型塊支架
 這些 V 型塊用於在研磨過程中固定 MOV,以使它們的兩個平面平行。該部件的主體由機械加工青銅合金製成,但需要可互換的墊片,以適應不同尺寸的 MOV,墊片頂部帶有更柔軟的抓握墊。
這些 V 型塊用於在研磨過程中固定 MOV,以使它們的兩個平面平行。該部件的主體由機械加工青銅合金製成,但需要可互換的墊片,以適應不同尺寸的 MOV,墊片頂部帶有更柔軟的抓握墊。  以前,如果遺失或損壞,很難在短時間內找到帶有鋼嵌件的澆鑄聚氨酯零件。現在,這些墊片採用 Fuse 系列批量印刷,並設計有 TPU 外殼(黃色),方便更換和識別零件尺寸。
以前,如果遺失或損壞,很難在短時間內找到帶有鋼嵌件的澆鑄聚氨酯零件。現在,這些墊片採用 Fuse 系列批量印刷,並設計有 TPU 外殼(黃色),方便更換和識別零件尺寸。
在研磨工序中,精確度至關重要。承載零件的表面必須保持垂直,才能使 MOV 順利通過研磨機。如果表面不垂直,後續工序就會出現公差問題,影響最終阻斷器的性能。「我們確保這些側面的平行度公差小於 0.08 毫米。SLS 零件在確保垂直度和平行度方面表現出色,」Zurell 說。
在使用選擇性雷射燒結(SLS)技術之前,該團隊採用的是機械加工和包覆成型相結合的聚氨酯零件。單一聚氨酯成型墊的成本為 45 美元。而使用 Fuse 系列打印機列印後,這些組件的成本僅為 4 美元。
— TJ Zurell,伊頓公司奧利安分公司資深製造工程師
步驟 3(工位等級):使用 SLS 翻轉臂進行研磨
翻轉臂拾取尺寸較大的工作站級 MOV,並將其送入研磨工序,在此過程中,MOV 始終暴露於冷卻液中。為了增強抓握力,SLS 零件上嵌有 FDM 3D 列印的 TPU(螢光黃)嵌件,該嵌件以長條狀列印,然後切割成所需尺寸。  翻轉臂零件支架是對先前機械加工的聚甲醛(Delrin)支架的改進,先前團隊只是簡單地在聚甲醛支架上纏繞了一根橡皮筋以增加金屬氧化物壓敏電阻(MOV)零件的抓力。SLS 列印的尼龍 12 粉末兼具此應用所需的強度和耐化學腐蝕性能。
翻轉臂零件支架是對先前機械加工的聚甲醛(Delrin)支架的改進,先前團隊只是簡單地在聚甲醛支架上纏繞了一根橡皮筋以增加金屬氧化物壓敏電阻(MOV)零件的抓力。SLS 列印的尼龍 12 粉末兼具此應用所需的強度和耐化學腐蝕性能。
對於較大的 MOV(例如電站或機場外常見的站級阻攔器中使用的 MOV),需要使用單獨的研磨機和加工程序。與帶有 SLS 嵌件和 TPU 墊片的 V 型塊不同,這裡的部件移動裝置是 SLS 製成的翻轉臂,並帶有 TPU 嵌件以增加抓握力。此前,這些零件是用 Delrin 加工而成,並在其上纏繞橡膠帶以增加抓握力。
步驟 4:(分配類別)轉運站
 新的定心裝置由一個保持不變的主底座和可互換的頂部部件組成,這些頂部部件經過重新設計和優化,以提高材料利用率、強度和列印效率。
新的定心裝置由一個保持不變的主底座和可互換的頂部部件組成,這些頂部部件經過重新設計和優化,以提高材料利用率、強度和列印效率。  以前加工的 Delrin 定心塊(白色 Delrin 固定在實心鋁底座上,左圖)很重、很笨重、效率很低,更不用說價格昂貴,而且很難在短時間內加工完成。
以前加工的 Delrin 定心塊(白色 Delrin 固定在實心鋁底座上,左圖)很重、很笨重、效率很低,更不用說價格昂貴,而且很難在短時間內加工完成。
單件流的不同工序需要移動式物料搬運裝置(MOV)以不同的速度和間距移動。為了方便工序間的物料轉移,轉運站需要重新調整輸送帶上每個 MOV 的間距。類似機器人升降機的裝置會拾取每個 MOV,並將其移動到下一條傳送帶上,放置在新的間距位置。
以往的復位裝置體積龐大,對於機器人操作來說過於笨重,而且通常由笨拙的加工聚甲醛(Delrin)製成。雖然團隊最初嘗試用 3D 打印機製作 1:1 的替代品,但 SLS 3D 列印技術的幾何特性讓他們更進一步,創造出一種輕鬆易換的裝置,既節省材料又簡化了操作。
— TJ Zurell,伊頓公司奧利安分公司資深製造工程師
步驟 4:(站點等級)轉運站
 這些零件蓋在機器人手臂將 MOV 移入金屬化器時固定住 MOV,保護金屬傳送帶免受刮擦或金屬沉積在 MOV 表面。
這些零件蓋在機器人手臂將 MOV 移入金屬化器時固定住 MOV,保護金屬傳送帶免受刮擦或金屬沉積在 MOV 表面。 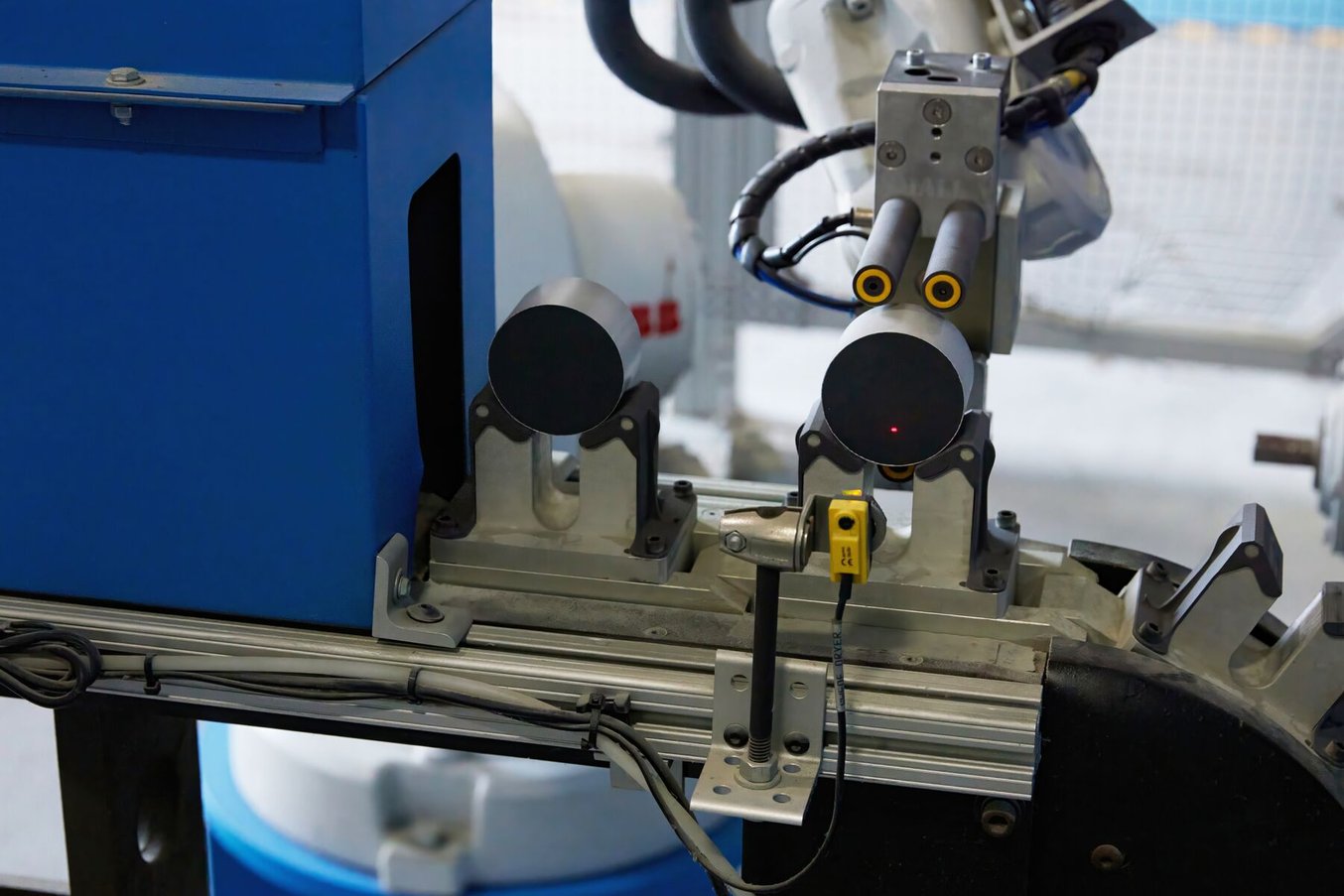 這種機器人末端執行器(EOAT)從一條傳送帶上拾取金屬氧化物壓片閥(MOV),並將其移動到另一條傳送帶上,同時進入金屬化工位。EOAT 可能會磨損,在 Fuse 系列打印機上大量重新列印是最簡單且成本最低的更換方法。
這種機器人末端執行器(EOAT)從一條傳送帶上拾取金屬氧化物壓片閥(MOV),並將其移動到另一條傳送帶上,同時進入金屬化工位。EOAT 可能會磨損,在 Fuse 系列打印機上大量重新列印是最簡單且成本最低的更換方法。
SLS(選擇性雷射燒結)零件在防止終端產品或機械設備的磨損方面表現出色,也可在零件磨損至無法使用時進行更換。在轉移階段,MOV(金屬氧化物壓敏電阻)經研磨後從超音波清洗機送至金屬化爐,機械臂會將零件從傳送帶上提起,並放置在另一條傳送帶上,使其進入金屬化爐。零件保護罩可防止金屬傳送帶刮傷或金屬沉積在 MOV 表面,而機器人「手指」型末端執行器(EOAT)零件的設計可適應多種尺寸的 MOV,並在磨損後易於更換。
— TJ Zurell,伊頓公司奧利安分公司資深製造工程師
步驟 5:配備人工智慧攝影機的金屬化工作站概覽
 這款相機蓋由伊頓奧利安專門開發,用於保護昂貴而精密的 AI 相機免受過多環境光的影響,以便它們在進行品質檢查時更容易聚焦於前面的 MOV。
這款相機蓋由伊頓奧利安專門開發,用於保護昂貴而精密的 AI 相機免受過多環境光的影響,以便它們在進行品質檢查時更容易聚焦於前面的 MOV。 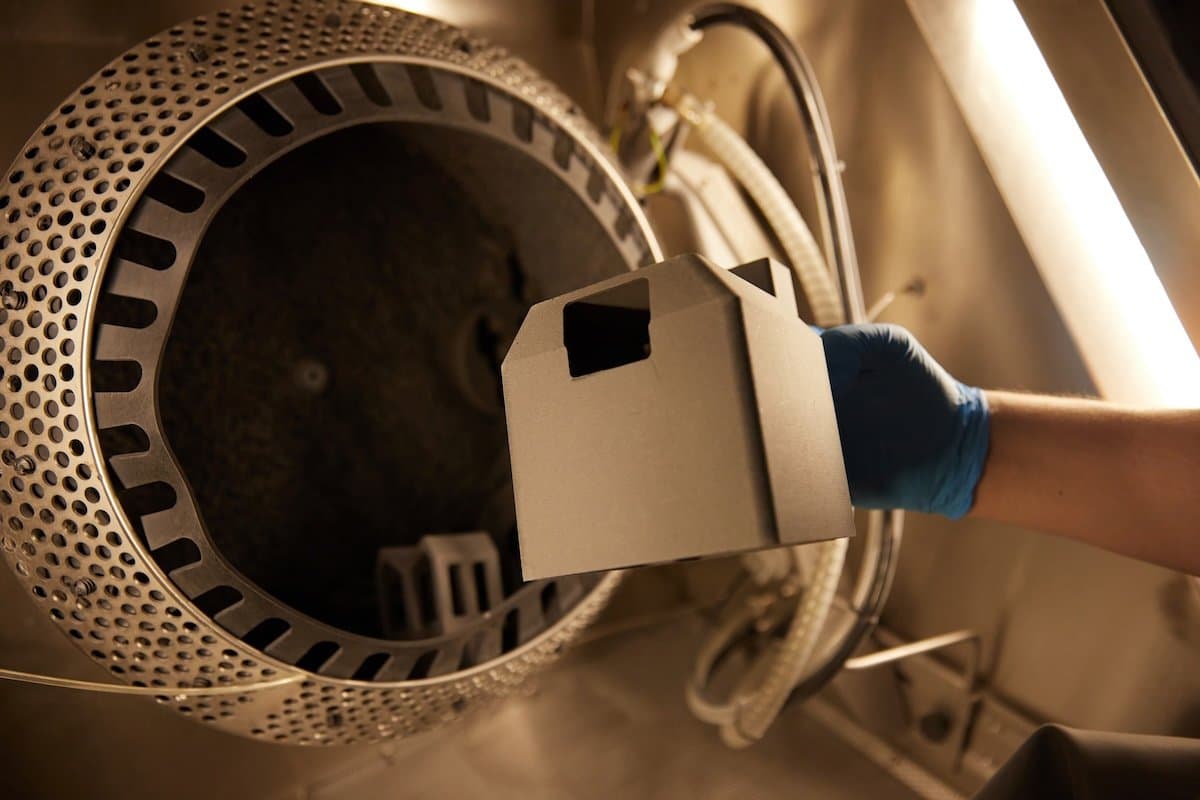 Olean 提供的按需 SLS 解決方案讓設計、檢查尺寸和安裝變得輕而易舉,第二天即可完成。中空的相機蓋甚至可以容納其他小型零件,從而提高每次列印的效率。
Olean 提供的按需 SLS 解決方案讓設計、檢查尺寸和安裝變得輕而易舉,第二天即可完成。中空的相機蓋甚至可以容納其他小型零件,從而提高每次列印的效率。
MOV(金屬氧化物壓敏電阻)從打磨工序進入焊接工序,焊接工序是在其兩端平面上噴塗鋁弧光進行鍍錫。在機器人焊接室內,每個零件都由人工智慧攝影機進行檢測,以確保沒有瑕疵。團隊意識到焊接過程中產生的雜散光或不穩定的光線可能會影響攝影機的影像質量,因此他們專門設計了一個外殼,既能保護攝影機,又能保持影像品質的一致性。「以前沒有檢測環節,所以我們會累積大約 70 個廢品零件,直到發現問題為止。現在有了攝影機系統,我們能把廢品數量控制在 5 個以內,而且系統會自動停止生產線,這樣就不會產生大量廢品。SLS 幫助我們快速實施了這一產品解決方案,」Zurell 說。
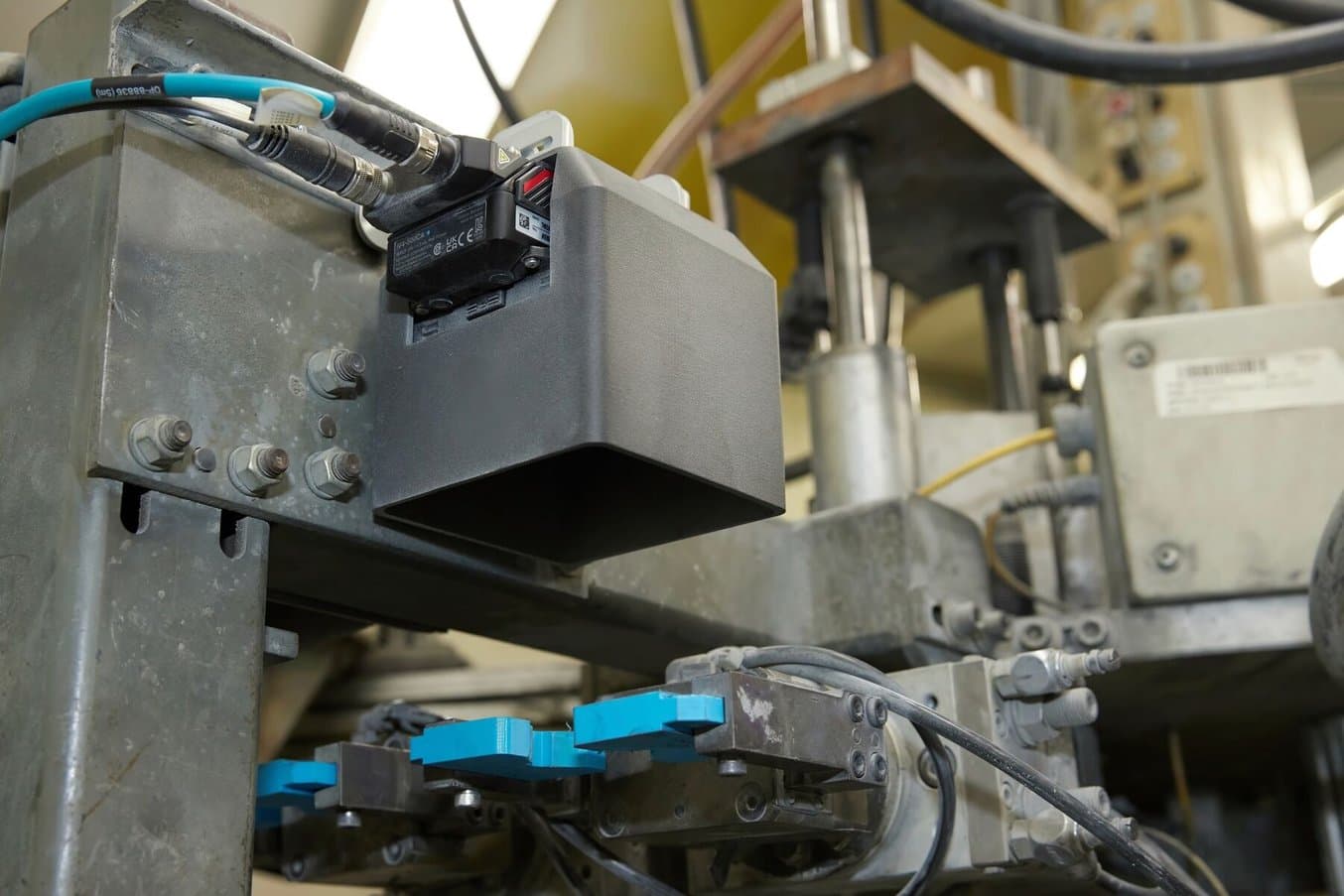
步驟 6:使用彩色編碼測試杯進行電氣測試
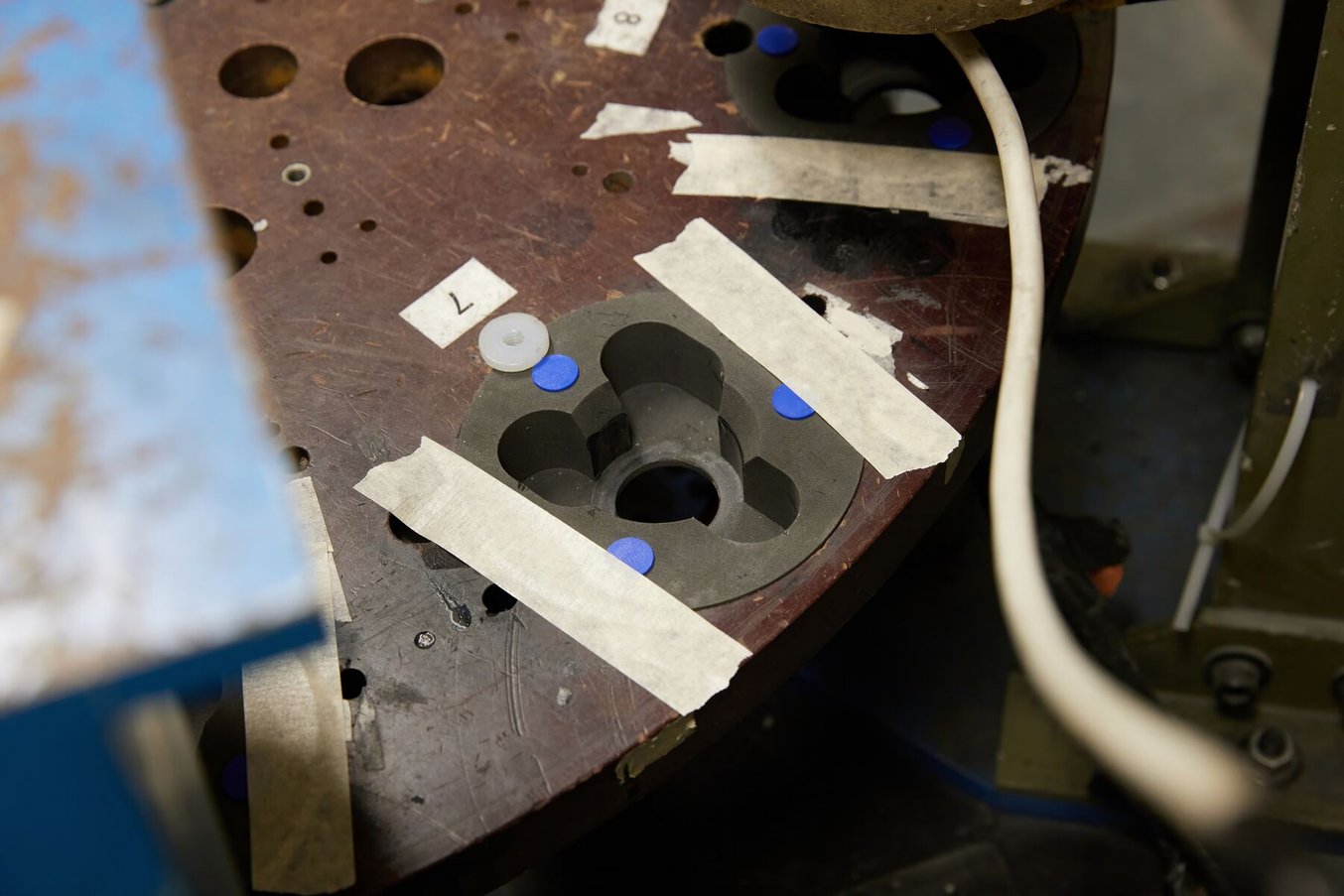 這些測試杯在電氣測試階段用於固定 MOV,電壓會通過各個部件,以確保它們組裝成完整的突波保護器時的性能。
這些測試杯在電氣測試階段用於固定 MOV,電壓會通過各個部件,以確保它們組裝成完整的突波保護器時的性能。  先前由 Delrin 加工而成的測試杯需要大量生產,並且用於不同尺寸的 MOV,這些 MOV 透過測試杯中的小型彩色 FDM TPU 嵌件來識別。
先前由 Delrin 加工而成的測試杯需要大量生產,並且用於不同尺寸的 MOV,這些 MOV 透過測試杯中的小型彩色 FDM TPU 嵌件來識別。
操作便利性是 Olean 公司創新的一大驅動力。先前的測試杯由 Delrin 材料製成,需要使用遮蔽膠帶或列印標籤來標識正在測試的 MOV 尺寸。在生產線切換過程中,這些彩色嵌件使品質保證變得輕鬆便捷——可立即辨識正在測試或需要更換的零件。「我們制定了一套顏色編碼系統,透過一張圖表幫助操作員快速完成切換。你會看到我們有綠色、藍色和橙色,這些顏色各自代表一種特定尺寸的碟片,」Zurell 說。
這些測試杯完美地結合了 SLS 和 FDM 兩種 3D 列印技術的優勢。測試杯本身需要高精度、高強度和抗衝擊性,而 FDM 列印的彩色點陣則速度快、易於操作,且無需特殊的機械性能。「這些測試杯最初是用機械加工尼龍製成的。我認為一整套所需零件的成本約為 17,400 美元。因此,這意義非凡,」Zurell 說。
步驟 7:組裝
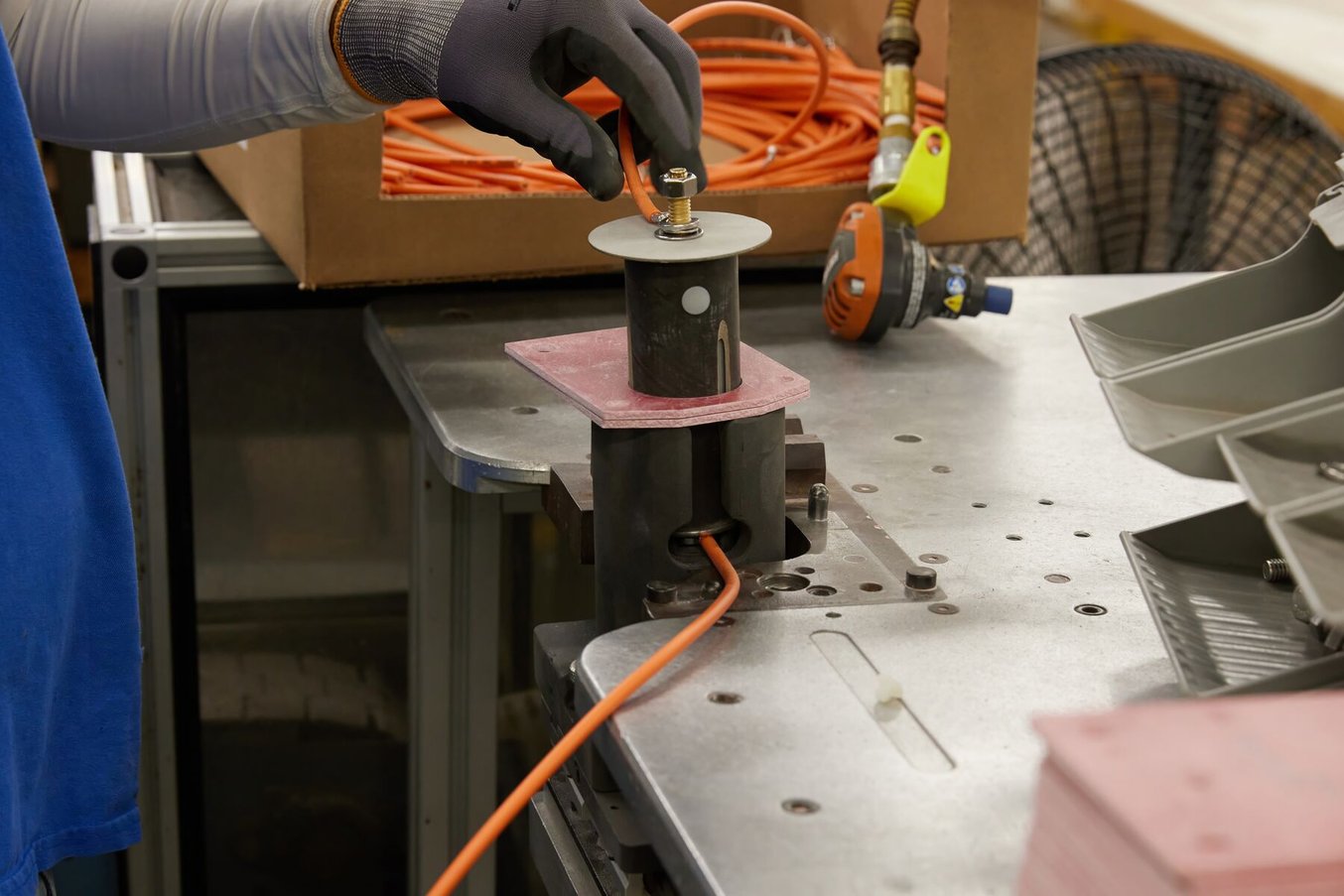 在組裝過程中,該夾具將油底避雷器固定到位,以便將其放入煙囪中,這些煙囪最終將成為浪湧避雷器。
在組裝過程中,該夾具將油底避雷器固定到位,以便將其放入煙囪中,這些煙囪最終將成為浪湧避雷器。  以前,夾具是由聚甲醛和鋁材加工而成的多部件組件,價格昂貴,磨損後難以快速更換。現在,操作員可以申請在 Fuse 系列打印機上列印的替換零件,第二天就能收到。
以前,夾具是由聚甲醛和鋁材加工而成的多部件組件,價格昂貴,磨損後難以快速更換。現在,操作員可以申請在 Fuse 系列打印機上列印的替換零件,第二天就能收到。
這套裝配夾具是操作人員自行提出的流程改善方案之一。先前使用機械加工的聚甲醛(Delrin)夾具體積龐大、笨重,而且必須組裝在鋁製底座上,使用起來十分不便。一旦磨損,新的夾具可能需要數週時間才能從機械加工廠取得,成本也遠高於改良後的 SLS 3D 列印版本。
邁向真正先進的製造
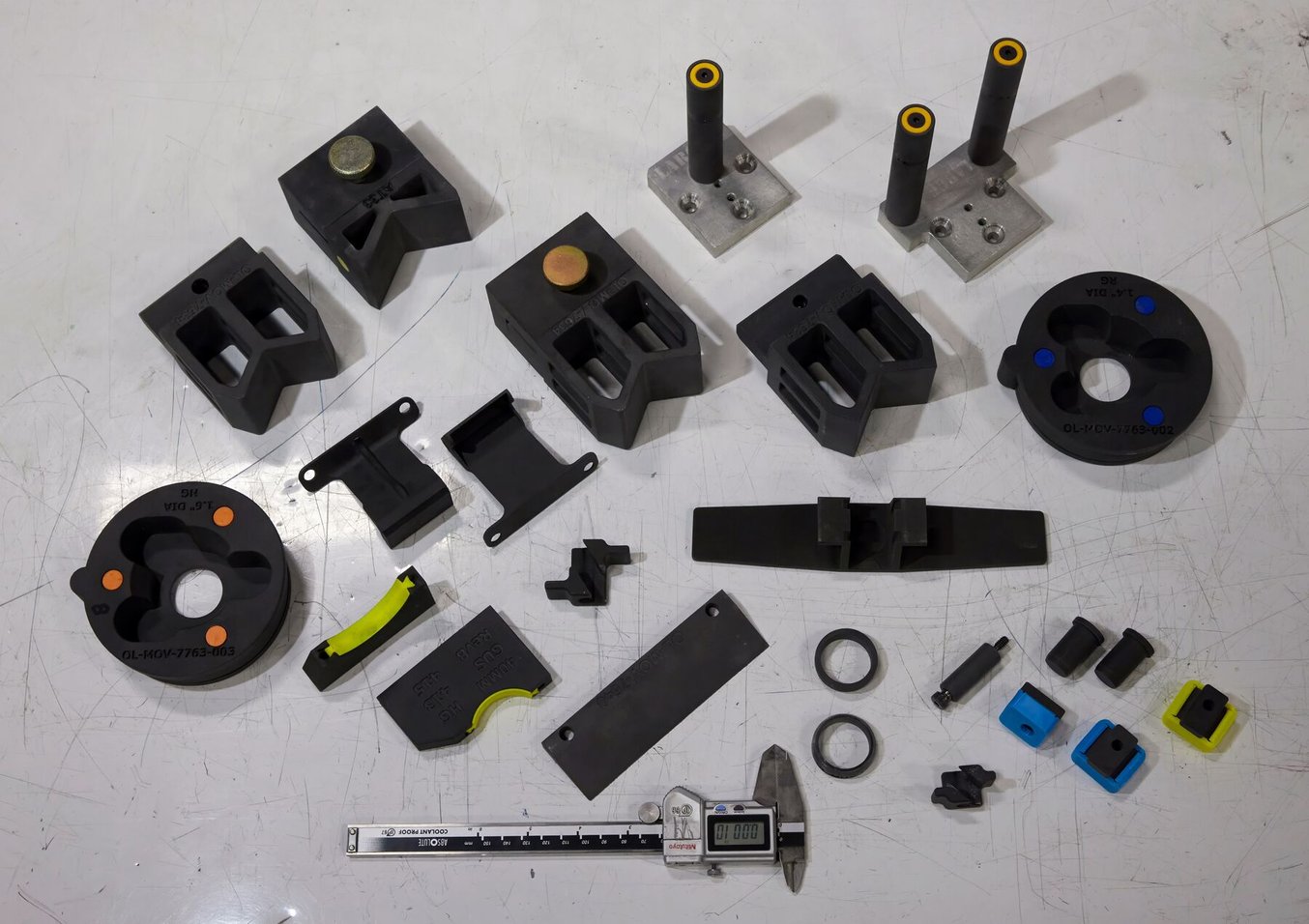 Eaton Olean 提供多種 SLS 3D 列印製造輔助設備,從機器人末端執行器到夾爪、零件移動器、支架等等。
Eaton Olean 提供多種 SLS 3D 列印製造輔助設備,從機器人末端執行器到夾爪、零件移動器、支架等等。
SLS 3D 列印並非解決像 Olean 這樣的工廠所有問題的萬靈藥。但 Olean 自主研發的 Fuse 系列 SLS 生態系統,讓 Zurell 和他的團隊能夠透過一些小的改動,累積起來節省大量時間和成本。
— Cameron Peahl,全球工業 4.0 增材製造策略經理
由於 3D 列印涉及的產品、地點、語言和工作流程種類繁多,因此沒有一種放之四海而皆準的方法,但 AMCoE 已經能夠為像 Olean 這樣的工廠縮小範圍,並提供可以從非常一般到非常具體的定制建議和解決方案,就像 Olean 工廠車間的機器人一樣。
 多餘材料隨處可見——而且很容易複製,以滿足工廠車間可能出現的任何需求。
多餘材料隨處可見——而且很容易複製,以滿足工廠車間可能出現的任何需求。
「積層製造讓我們的工程師能夠快速迭代,獲得即時回饋,快速學習,快速試錯。它讓我們從傳統製造轉型為真正的先進製造,」皮爾說。奧利安公司引進 Fuse 設備時,預計九個月就能收回投資。但一旦開始列印,第一線員工就不斷提出新的想法,指出他們日常工作流程中遇到的困難。
— TJ Zurell,伊頓公司奧利安分公司資深製造工程師