


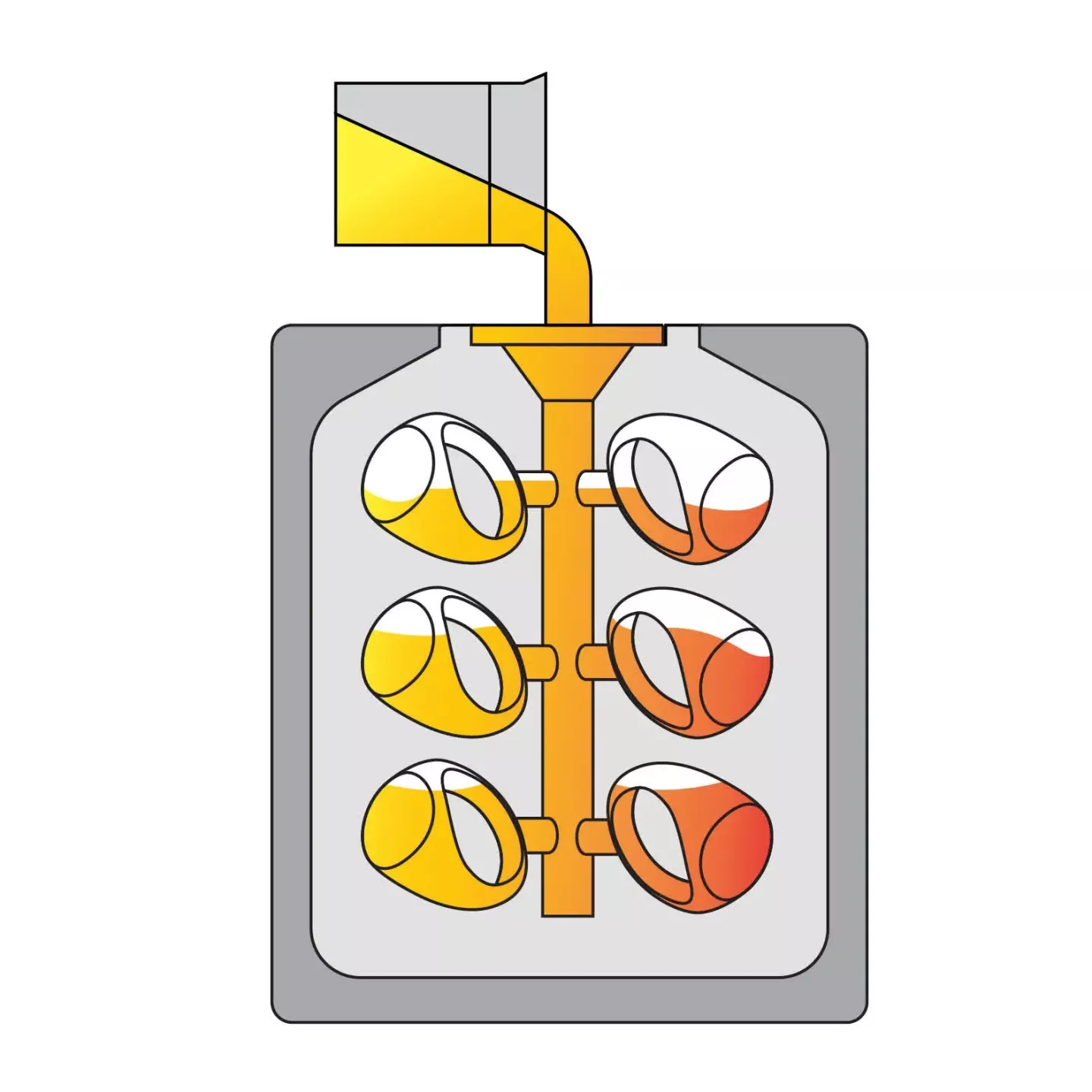
使用高精度鑄造樹脂 True Cast Resin
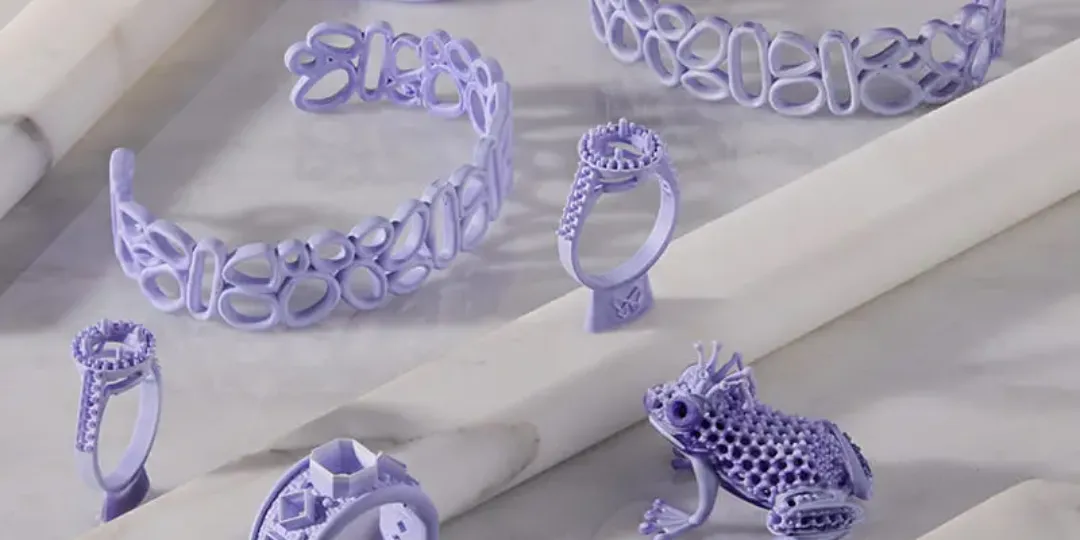
使用 高精度鑄造樹脂,可精確鑄造複雜的珠寶設計與厚度達 5 mm 的工程零件。以此材料列印的模型,在各種鑄造流程與條件下皆能展現出色細節與平滑表面。
高精度鑄造樹脂 專為穩定性、品質與多功能性而設計,可相容於多種燒除時程。其低熱膨脹率、極小收縮率,以及僅 0.03% 的灰分含量,能確保乾淨的燒除過程與穩定優異的鑄造成果。

附註:
若需進一步了解 高精度鑄造樹脂 的效能或特定材料特性,請參閱其安全資料表(SDS)與技術資料表(TDS)。 欲了解 Formlabs 材料的安全性與操作方式,請一律以 SDS 為主要資訊來源。
建議應用:
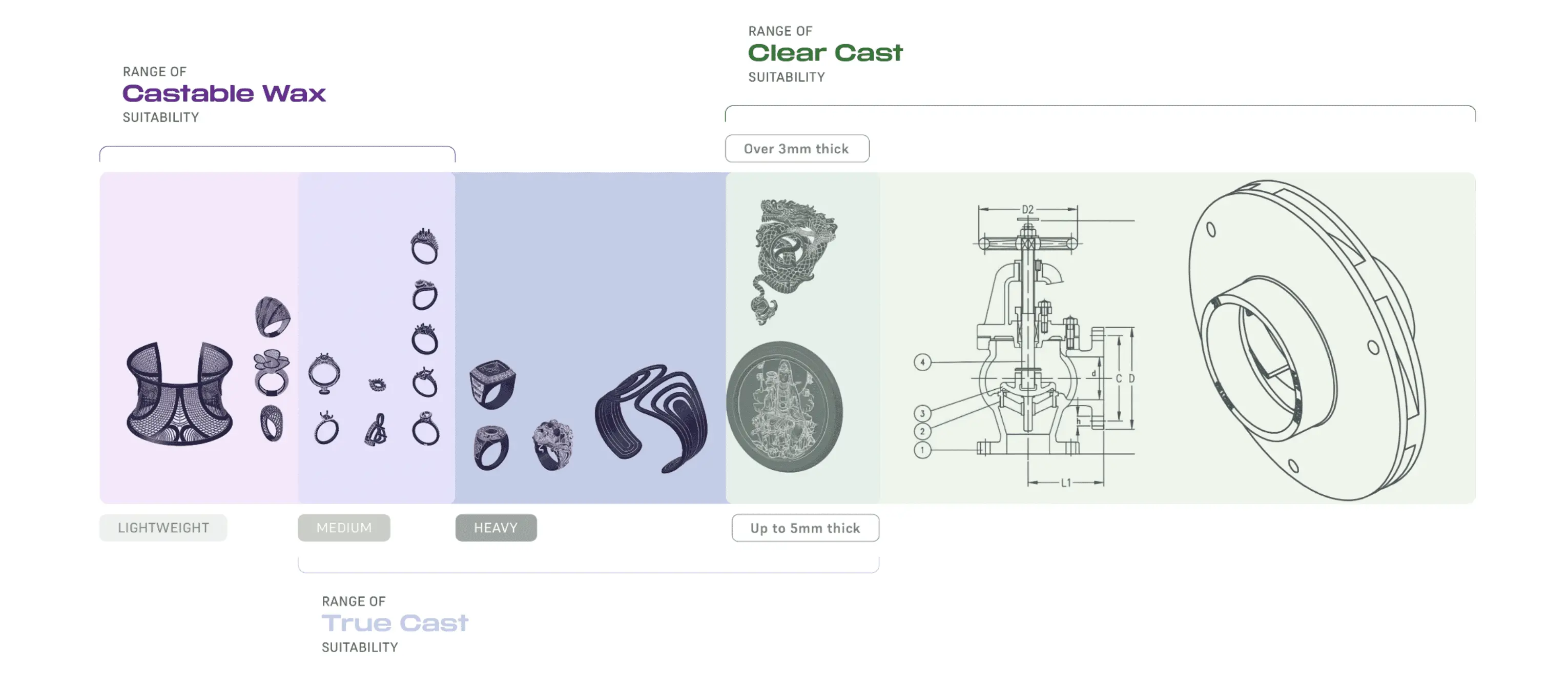
- 中型珠寶
- 重量級珠寶
- 紀念章與小雕像
- 工程零件
不建議應用:
- 金銀細絲飾品(建議使用 精密鑄造樹脂)
- 厚度超過 5 mm 的零件(建議使用 透明鑄造樹脂)
所需設備與材料
由 Formlabs 提供:
- 相容的 Formlabs SLA 列印機(韌體需為最新版本)
- PreForm 軟體(最新版下載)
- 列印平台
- 相容成型槽
- 高精度鑄造樹脂
- Form Wash(二代)或其他清洗系統
- Form Cure(二代)或其他後固化系統
由第三方提供:
- 相容的列印機
- 燒除爐(Burnout oven)
- 鑄造設備(真空腔與鑄造系統,例如 Neutec J2R)
- 輔助工具(如斜口鉗、鑄模筒、包埋粉、真空機、蠟條與雕蠟工具等)
- IPA 或酒精(濃度達 91% 以上)
- 壓縮空氣
- 1000 號砂紙
- 樹脂預熱器
工作流程
 1. 設計模型
1. 設計模型
使用 CAD 軟體設計要鑄造的零件
 2. 預熱並混合樹脂
2. 預熱並混合樹脂
在列印前先加熱並攪拌樹脂
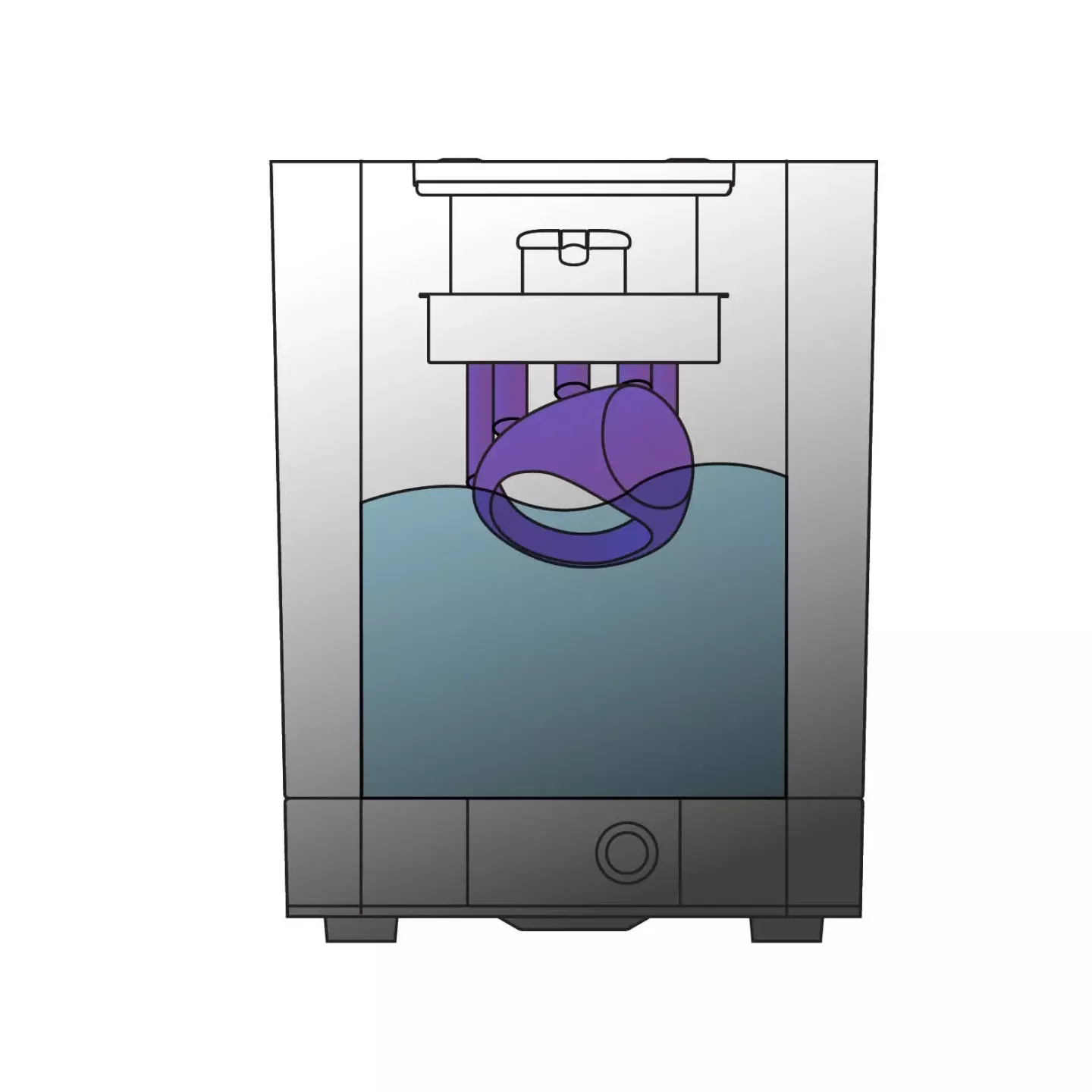
 3. 列印模型
3. 列印模型
使用高精度鑄造樹脂列印
 4. 清洗模型
4. 清洗模型
使用 IPA 徹底清潔列印成品
 5. 壓縮空氣吹乾
5. 壓縮空氣吹乾
確保表面無殘留樹脂或 IPA
 6. 後固化
6. 後固化
增強模型強度並降低缺陷
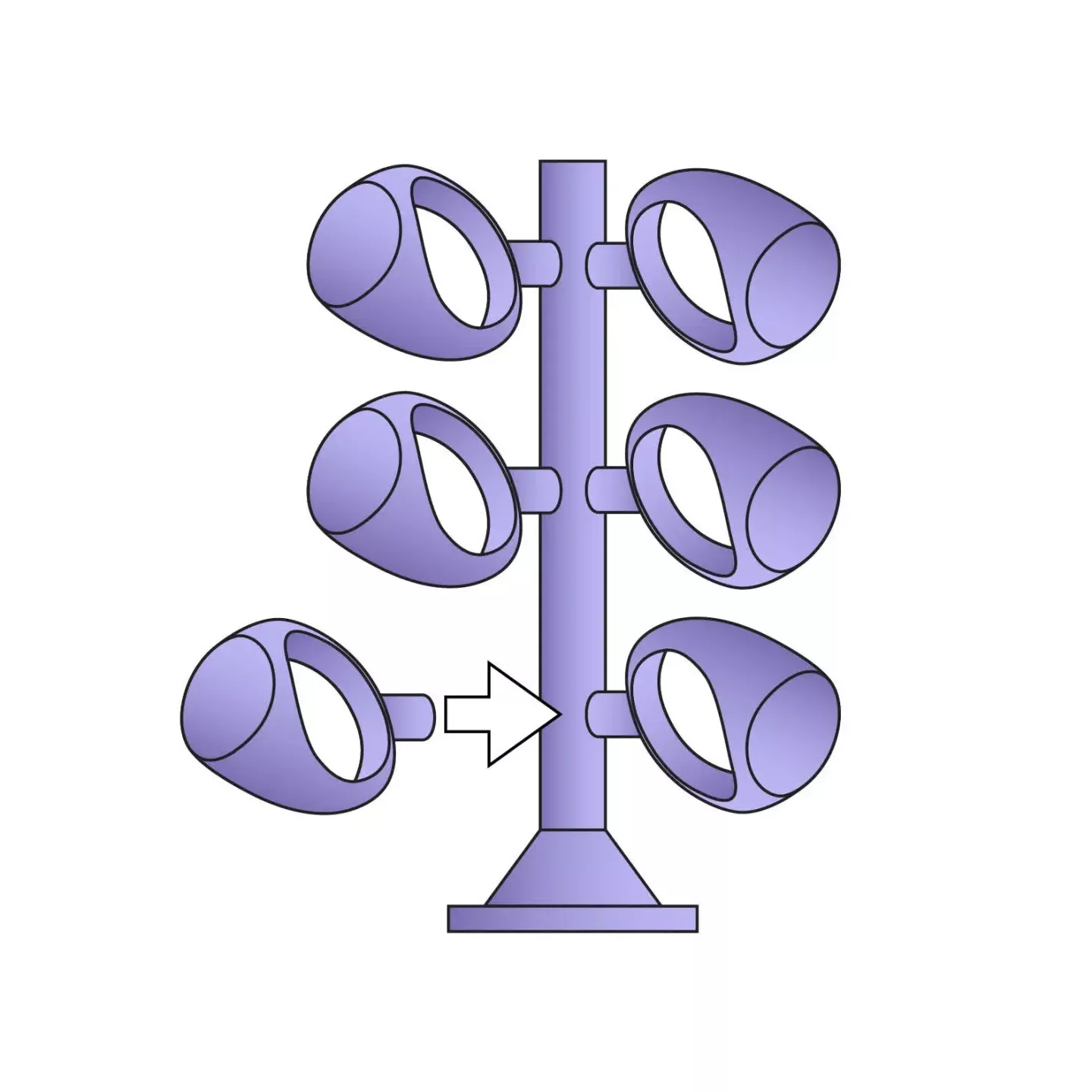 7. 組裝澆口樹
7. 組裝澆口樹
將列印件固定至蠟樹上
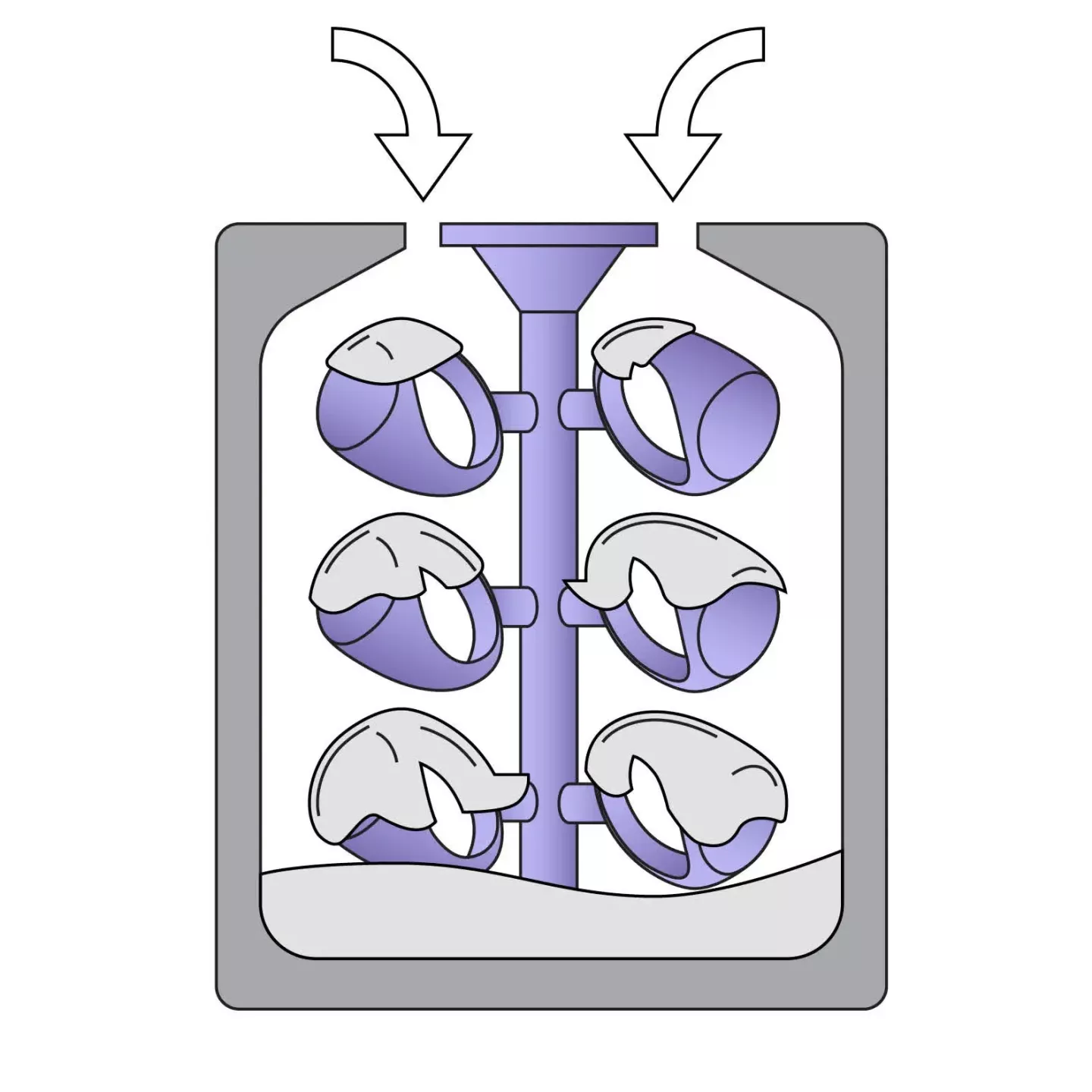 8. 製作模具
8. 製作模具
混合包埋粉與水倒入鑄模筒
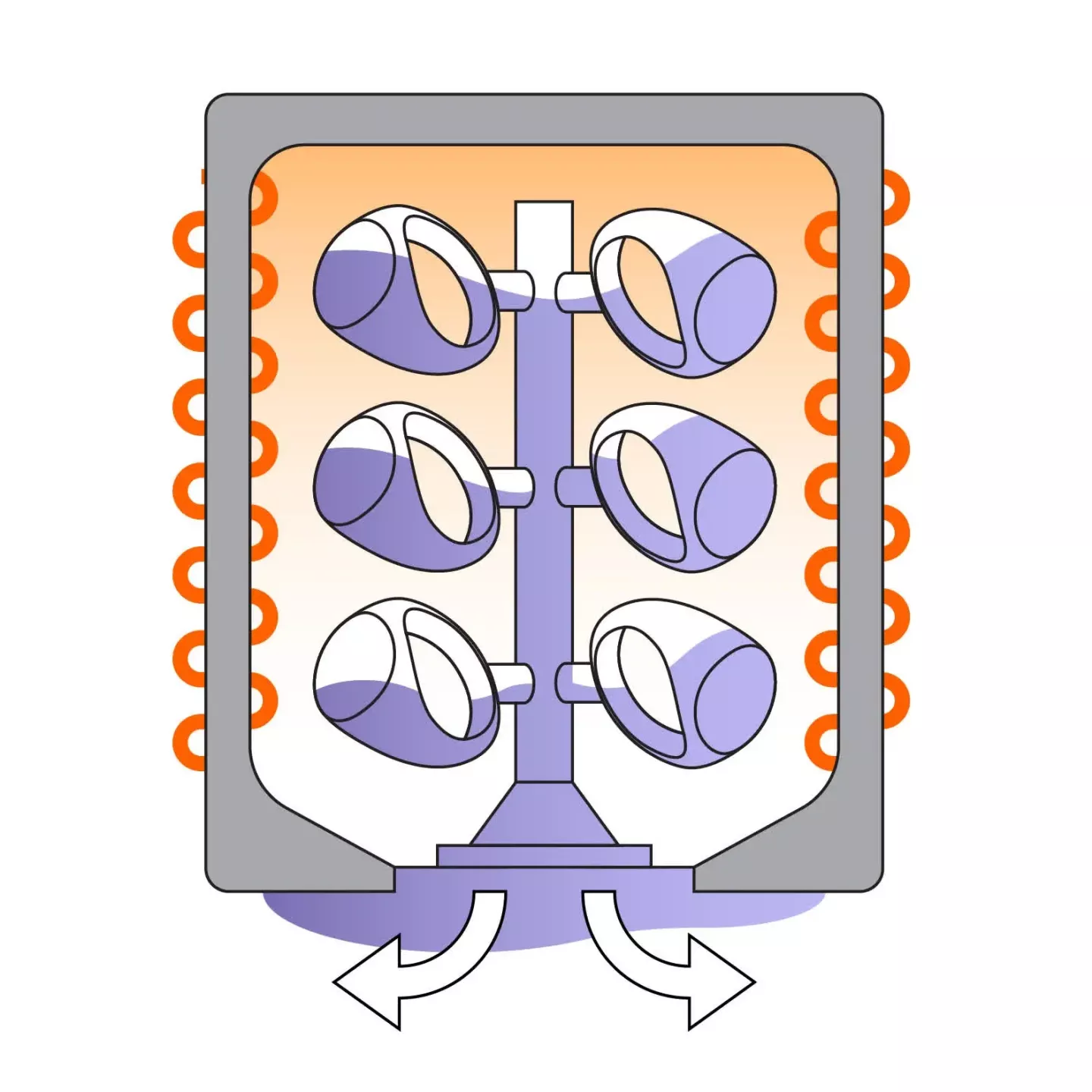 9. 燒除
9. 燒除
依照包埋材料建議時程進行
 10. 金屬鑄造
10. 金屬鑄造
將熔融金屬倒入模具中
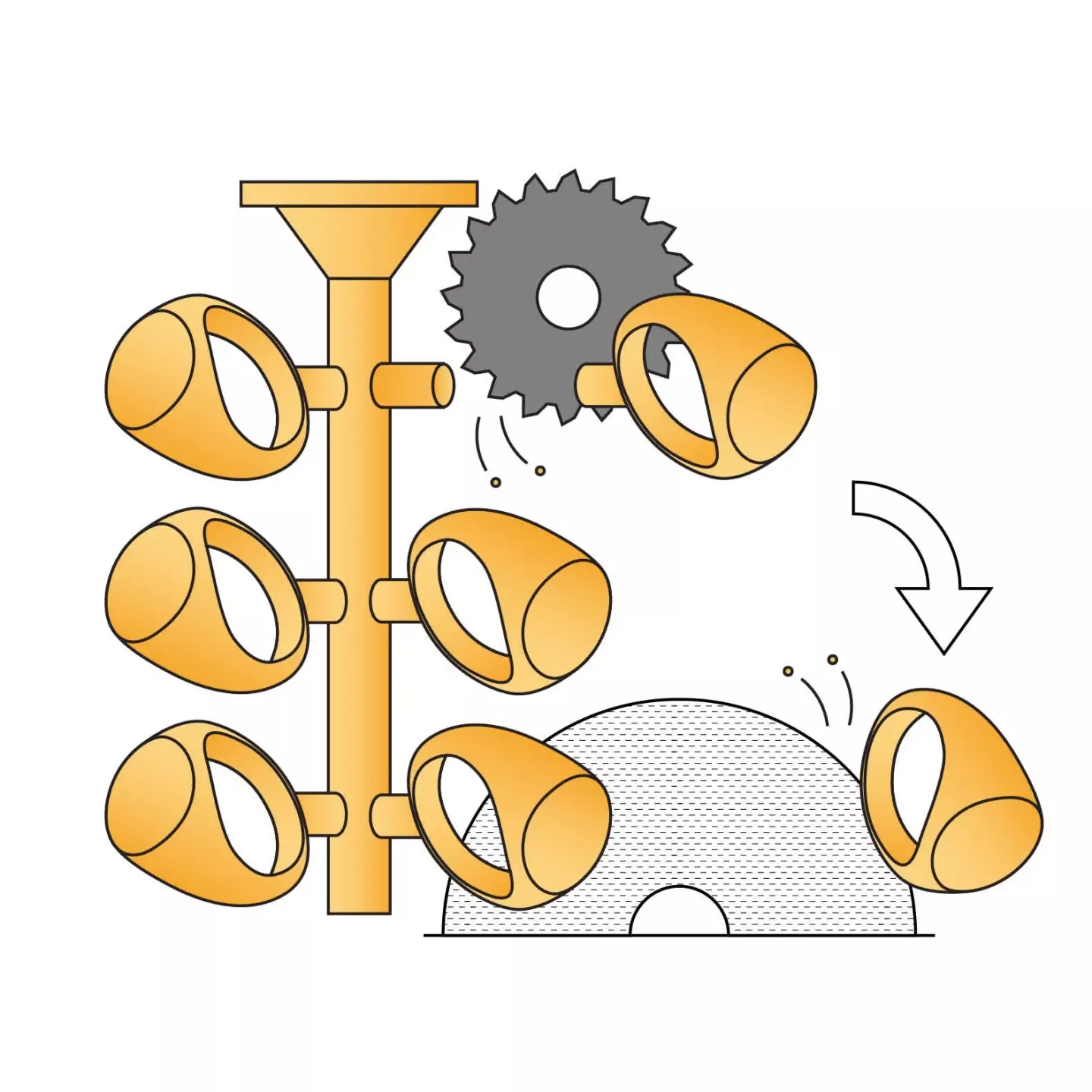 11. 回收鑄件
11. 回收鑄件
從澆口樹上拆除並清理
 12. 完成品處理
12. 完成品處理
依需求進行拋光與後製
在列印之前
高精度鑄造樹脂含有蠟成分,並會在室溫下隨時間逐漸固化。這是高精度鑄造樹脂的正常特性,並非樹脂過期的現象。
為避免樹脂分離,Formlabs 建議每週或視情況將樹脂加熱一次。加熱方法可選擇以下其中之一:
- 將樹脂匣或樹脂瓶放入低溫烤箱中,以 45°C 加熱一小時。
- 將樹脂匣或樹脂瓶放入密封袋中,再浸入 45°C 的溫水中加熱一小時。
- 將樹脂匣或樹脂瓶放入 樹脂/線材加熱器,以 45°C 加熱 30–60 分鐘。
注意事項:
請勿將樹脂匣直接浸入水中。浸泡可能會損壞 RFID 標籤,導致列印機無法正確辨識該樹脂匣。
當樹脂加熱完成後,請劇烈搖晃樹脂匣或樹脂瓶約 30 秒,以充分混合其中的蠟成分。加熱後的樹脂黏度較低,可能容易沾染表面,操作時請小心處理。
Formlabs 不建議重新加熱已經存放於 Formlabs 原廠成型槽中的高精度鑄造樹脂,列印機在預備列印階段會自動加熱樹脂槽,使樹脂變稀並恢復流動性。
設計指南
鑄造既是一項技術,也是一門藝術。作品的設計與材料的特性同樣重要,都是成功鑄造的關鍵因素。請特別留意各個細節的設計、金屬在包埋材料中的流動路徑,以及列印的配置方式。
列印設計建議
在使用高精度鑄造樹脂列印時,Formlabs 建議模型牆厚設計在 500 微米至 5 毫米之間。
- 精細或細絲結構:使用精密鑄造樹脂
- 中大型珠寶與小型工程零件:使用高精度鑄造樹脂
- 大型鑄件或高溫負荷件:使用透明鑄造樹脂
避免包埋材料破裂
請將模型設計為表面流動平順,避免尖角與劇烈轉折。常見破裂徵兆包括雕刻與鑲石孔被填平,表面出現粗糙或凹點等缺陷。
 小特徵請設計為「寬大於深」。
小特徵請設計為「寬大於深」。 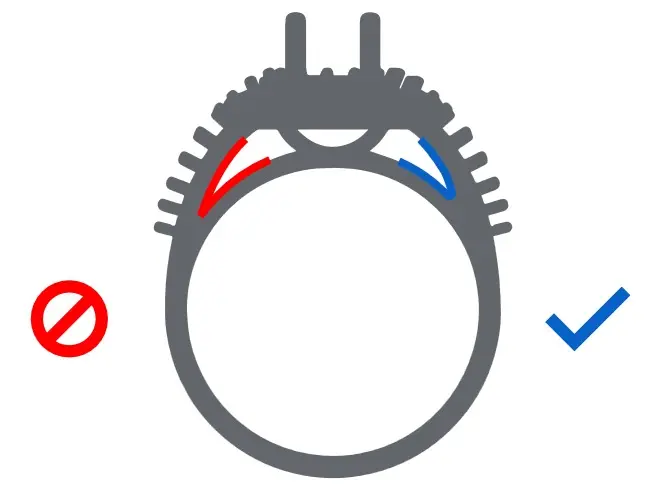 避免尖銳邊角。
避免尖銳邊角。澆口設計建議

澆口建議設計為筆直或漸細形式,PreForm 的支撐不建議用作澆口。若無法安裝蠟澆口,才改用 3D 列印澆口;蠟澆口有助提升鑄造品質。
 包含多個澆口的列印模型。
包含多個澆口的列印模型。 鑄造成青銅成品。
鑄造成青銅成品。使用高精度鑄造樹脂進行列印
在 PreForm 中準備列印模型:
- 開啟模型檔案
- 選擇樹脂種類、版本與層厚
- 調整模型方向:戒指垂直擺放,其他模型傾斜 30-45 度。
- 產生支撐:確保所有懸空結構與連接點均有足夠支撐。
- 將列印工作送出至列印機
使用第三方列印機進行列印
True Cast Resin 相容於大多數第三方樹脂 3D 列印機。建議在 Lychee 與 Chitubox 上使用球形支撐設定。
Chitubox 設定參考
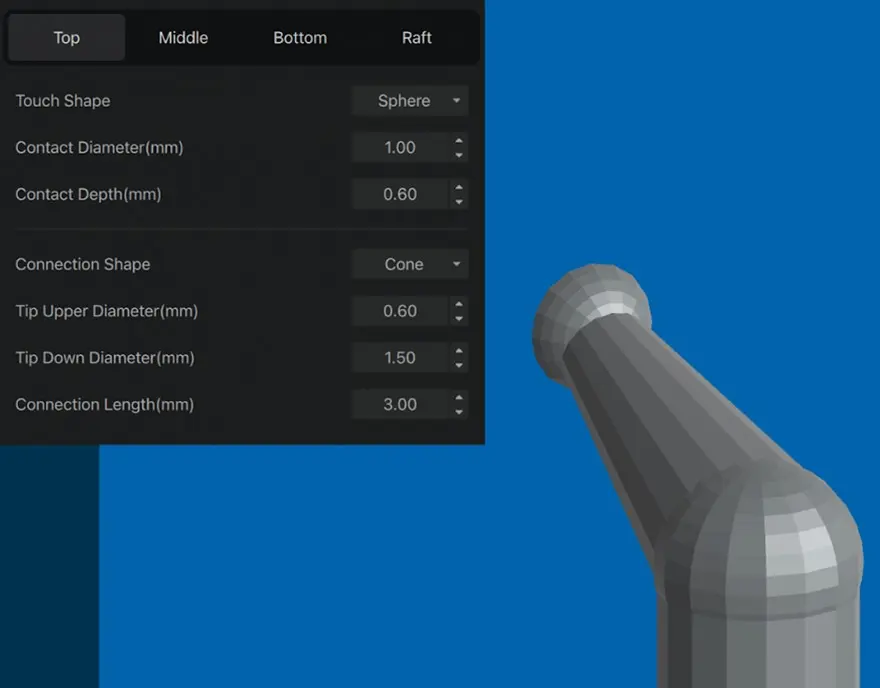 小型戒指設定
小型戒指設定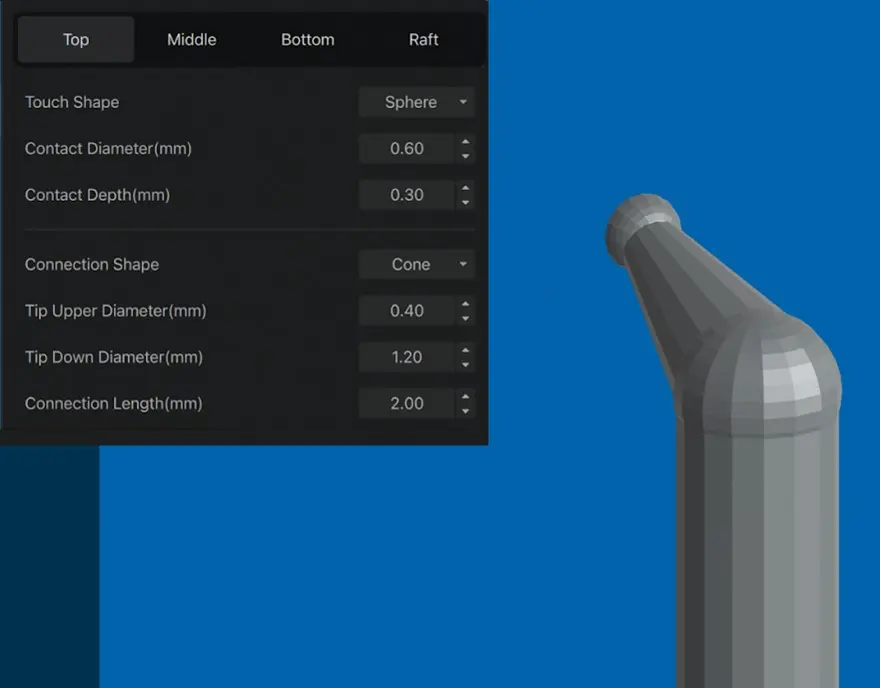 大型零件設定
大型零件設定Lychee 設定參考
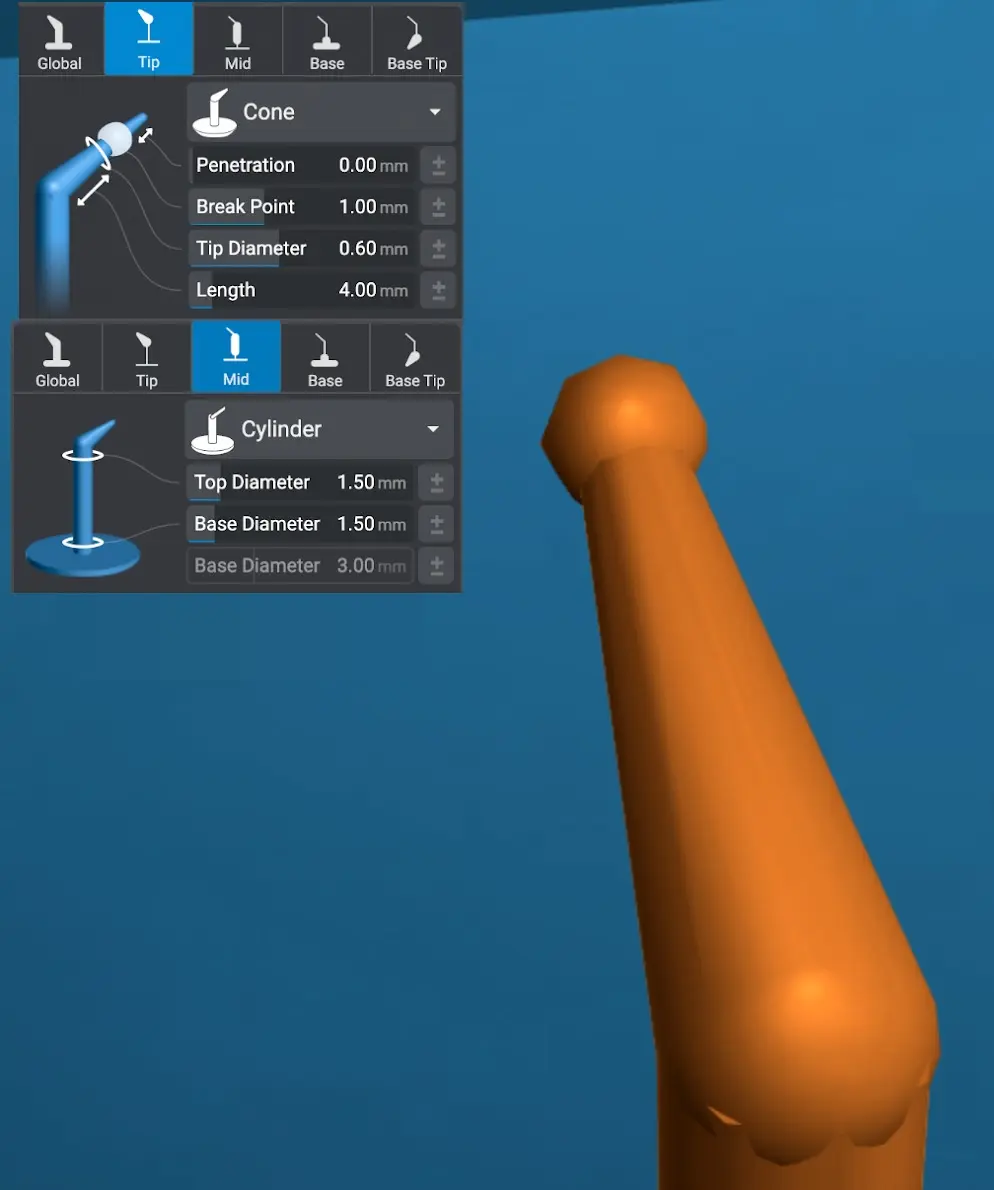 小型戒指設定
小型戒指設定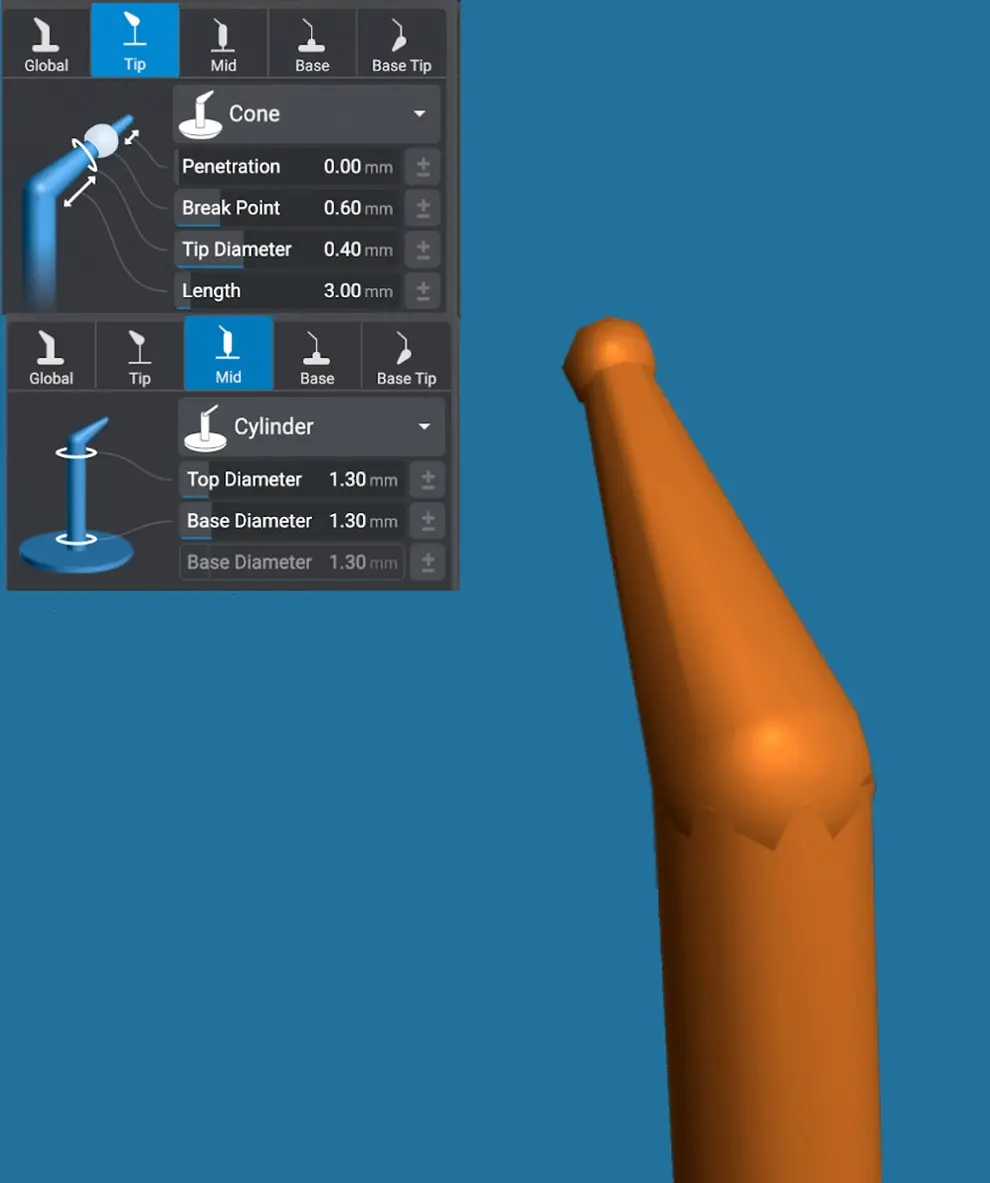 大型零件設定
大型零件設定後處理與後固化
模型在溶劑清洗後會變成深紫色,乾燥後會變為淡紫色。若表面呈現大理石紋屬正常現象。
吹乾過程中逐漸變色過程。
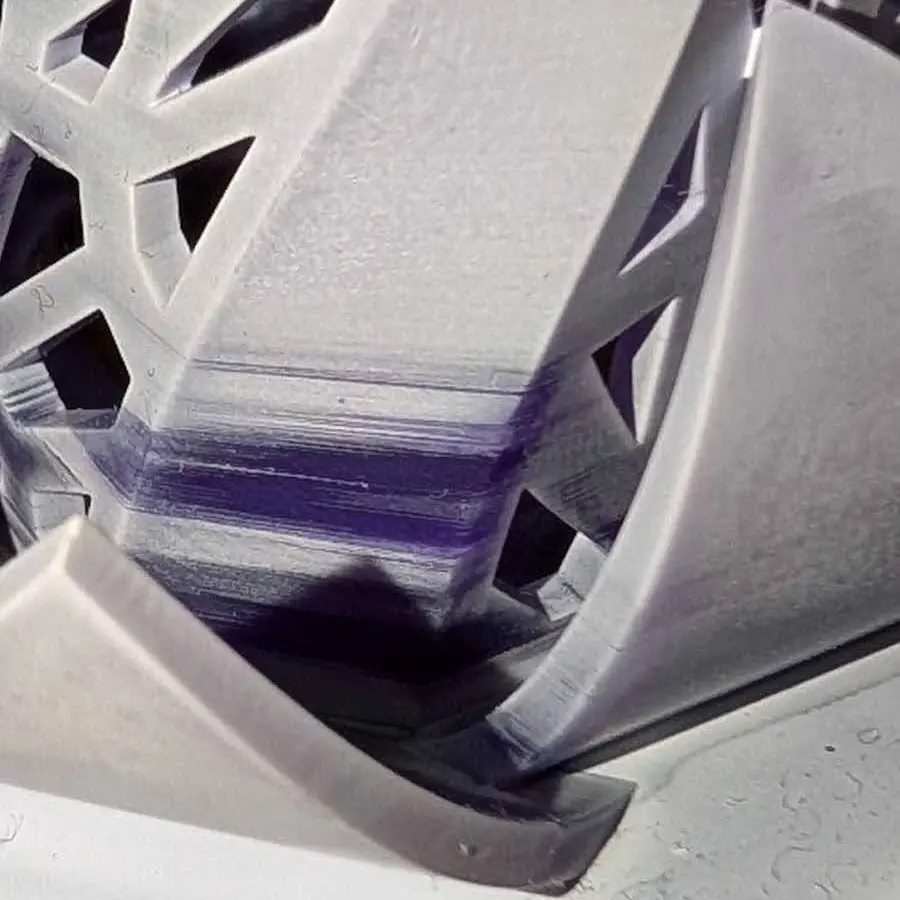 表面大理石紋效果。
表面大理石紋效果。後固化參數
- Form Cure(第一代):固化10分鐘,不加溫
- Form Cure(第二代):固化3分鐘,不加溫
- Form Cure L:固化10分鐘,不加溫
使用 True Cast Resin 進行鑄造
True Cast Resin 不需要專門的脫蠟過程。只需依照所使用的包埋材料的一般鑄造流程即可。
| 零件 | 燒除速率 (°C/小時) | 燒除終溫 (°C) | 保持時間 (小時) | 包埋材 | 金屬 | 金屬澆鑄溫度 (°C) | 鑄瓶溫度 (°C) | 鑄造機器 | 清理方式 |
|---|---|---|---|---|---|---|---|---|---|
| 小戒指 | FULL | 93 | 3 | Prestige Optima™ | 銀 | 1000 | 482 | Nuetec JR2 | 水洗、噴砂 |
| 330 | 732 | 3 | |||||||
| 180 | 鑄造溫度 | 1 | |||||||
| 小戒指 | FULL | 93 | 3 | Prestige Optima™ | 古銅(Ancient Bronze) | 1120 | 600 | Nuetec JR2 | 水洗、噴砂 |
| 330 | 732 | 3 | |||||||
| 180 | 鑄造溫度 | 1 | |||||||
| 大型戒指 | FULL | 93 | 3 | Prestige Optima™ | 古銅(Ancient Bronze) | 1120 | 600 | Nuetec JR2 | 水洗、噴砂 |
| 330 | 732 | 3 | |||||||
| 180 | 鑄造溫度 | 1 | |||||||
| 戒指 | 120 | 2 | R&R PlasticastⓇ | 白金 | 1300 | 650 | Indutherm VC500 | 水洗、酸洗槽(Pickle Pot) | |
| 400 | 2.5 | ||||||||
| 700 | 1 | ||||||||
| 戒指 | 120 | 2 | R&R PlasticastⓇ | 黃金 | 1130 | 600 | Indutherm VC500 | 水洗、酸洗槽 | |
| 400 | 2.5 | ||||||||
| 700 | 1 | ||||||||
| 戒指 | 120 | 2 | R&R PlasticastⓇ | 銀 | 1050 | 550 | Indutherm VC500 | 水洗、酸洗槽 | |
| 400 | 2.5 | ||||||||
| 700 | 1 | ||||||||
| 戒指 | 120 | 2 | R&R PlasticastⓇ | 黃銅 | 950 | 520 | Indutherm VC500 | 水洗、酸洗槽 | |
| 400 | 2.5 | ||||||||
| 700 | 1 | ||||||||
| 戒指 | 150 | 2 | R&R PlasticastⓇ | 金(火炬熔金) | 980 | 425 | VIGOR Centrifugal | 水洗、酸洗槽 | |
| 425 | 2 | ||||||||
| 690 | 3 | ||||||||
| 鑄造溫度 | |||||||||
| 吊墜 | 150 | 2 | R&R PlasticastⓇ | 金(火炬熔金) | 980 | 425 | VIGOR Centrifugal | 水洗、酸洗槽 | |
| 425 | 2 | ||||||||
| 690 | 3 | ||||||||
| 鑄造溫度 | |||||||||
| 戒指 | 150 | 93 | 2.5 | Prestige Optima™ | 銀 | 950–1100 | 550 | Neycraft Centrifuge | 水洗、超音波、酸洗槽 |
| 150 | 150 | 2.5 | |||||||
| 285 | 790 | 4 | |||||||
| 200 | 鑄造溫度 | 1 | |||||||
| 戒指 | 150 | 93 | 2.5 | Prestige Optima™ | 14K 金 | 1000–1175 | 550 | Neycraft Centrifuge | 水洗、超音波、酸洗槽 |
| 150 | 150 | 2.5 | |||||||
| 285 | 790 | 4 | |||||||
| 200 | 鑄造溫度 | 1 | |||||||
| 戒指 | 150 | 93 | 2.5 | Prestige Optima™ | 14K 白金 | 1000–1175 | 550 | Neycraft Centrifuge | 水洗、超音波、酸洗槽 |
| 150 | 150 | 2.5 | |||||||
| 285 | 790 | 4 | |||||||
| 200 | 鑄造溫度 | 1 | |||||||
| 戒指 | 300 | 9 | Prestige Optima™ | 白金 | 酸洗槽 | ||||
| 750 | 2 | ||||||||
| 500 | 2 | ||||||||
| 戒指 | 300 | 9 | Prestige Optima™ | 銀 | 酸洗槽 | ||||
| 750 | 2 | ||||||||
| 500 | 2 | ||||||||
| 小戒指 | 93 | 2 | Prestige Optima™ | 14K 金 | |||||
| 730 | 5 | ||||||||
| 微雕塑 | 93 | 3 | Prestige Optima™ | 青銅 | 1100–1200 | 425 | 噴砂 | ||
| 730 | 3 | ||||||||
| 戒指、雕像、吊墜 | FULL | 100 | 3 | Prestige Optima™ | 青銅、銀 | 960 | 560 | Ultraflex J4 Lite | 手工取模、超音波、滾筒、蒸汽 |
| 150 | 450 | 2 | |||||||
| 175 | 780 | 4 | |||||||
| 鑄造溫度 |