


3D 列印模具可以做鈑金成形嗎?SLA 快速模具流程、案例與設計重點

傳統鈑金成形模具通常以金屬材料製作,再透過 CNC 加工完成。這種方式適合穩定量產,但當零件仍需要反覆修改時,模具製作成本與加工交期可能拖慢整體開發速度。
針對這類需求,SLA 光固化 3D 列印提供了另一種選擇:使用工程樹脂製作上下模,再搭配油壓壓床進行鈑金成形。
這種方法不一定能完全取代金屬模具,但非常適合原型驗證、設計迭代與少量生產。

什麼是鈑金成形?
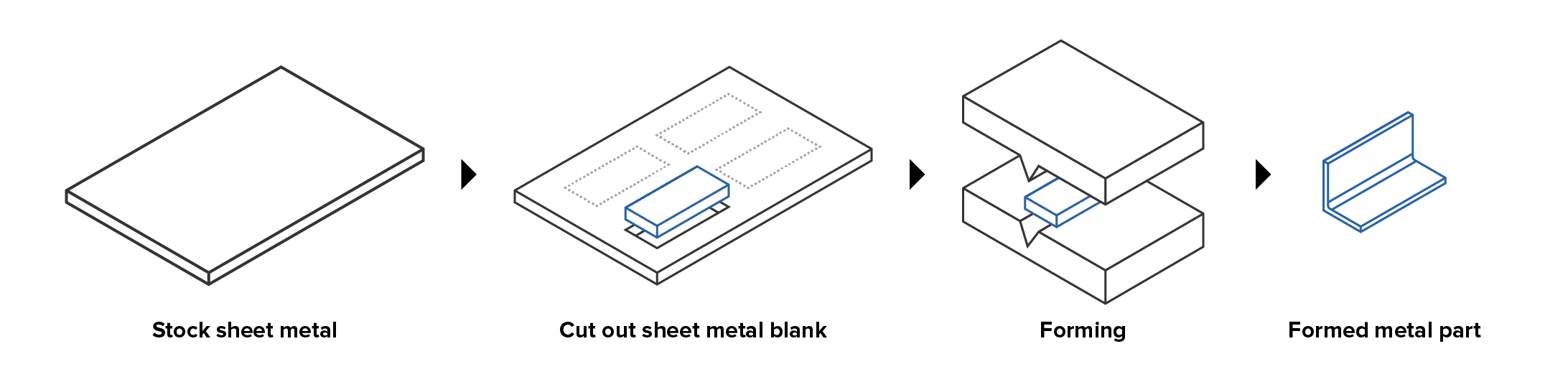
鈑金成形是透過外力,使金屬板材產生塑性變形,進而形成特定幾何形狀的加工方式。
常見製程包括折彎、拉伸、旋壓與沖壓。基本流程可分為三個步驟:
從金屬板材切割出所需胚料。
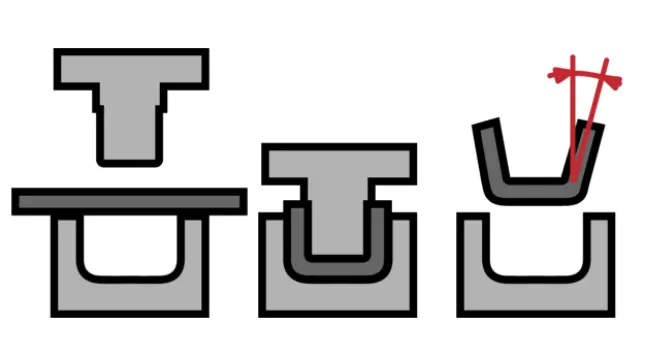
將鈑金胚料放入上下模具之間。
使用壓床施力,使板材沿著模具表面完成成形。
這類製程具有材料利用率高、品質穩定與適合自動化等特點,因此廣泛應用於消費性產品、建築零件、汽車鈑件與工業設備。
為什麼考慮使用 3D 列印製作鈑金模具?
傳統金屬模具通常需要透過 CNC 加工製作,部分企業也會委託外部加工廠處理。當產品仍處於設計驗證階段,每一次幾何形狀修改,都可能需要重新加工模具。對於原型製作、少量試產或短期客製化需求,這樣的流程不一定最有效率。
Formlabs 提出的做法,是使用 SLA 3D 列印製作塑膠上下模。工程師可根據 CAD 設計快速列印模具,進行壓製測試後再調整結構,減少等待外包加工的時間。
SLA 快速模具的主要價值
| 傳統金屬模具的痛點 | SLA 3D 列印模具的對應優勢 |
|---|---|
| 初期模具費用較高 | 適合先用樹脂模具驗證設計 |
| 高衝擊沖壓 | 修改模型後即可重新列印 |
| 外包加工需要等待 | 可建立內部快速試作流程 |
| 複雜結構加工較費工 | 3D 列印可製作部分複雜幾何 |
| 尚未確定是否投入量產 | 可先完成小量測試 |
SLA 樹脂零件具備相對一致的材料特性,可作為鈑金成形模具的測試方案。

實際案例:用 SLA 3D 列印模具製作刀片護罩
為了測試 SLA 3D 列印模具是否適合鈑金成形,Formlabs 工程團隊以電鋸刀片護罩作為概念驗證案例。
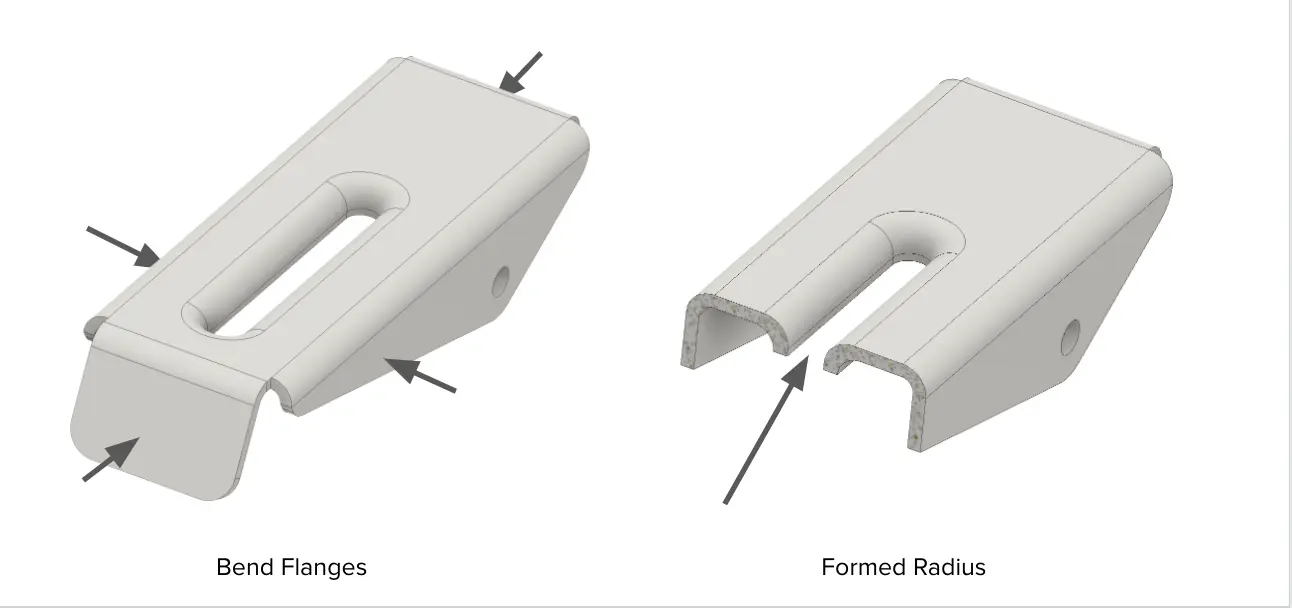
這個零件看似簡單,實際上包含兩個需要特別處理的結構:
外圍側壁需要彎折接近 90 度。
中央孔洞周圍需要形成內側圓弧。
如果直接一次壓製完成,孔洞附近容易因為受力而變形。因此,工程團隊將製程拆分為兩道工序,分別處理外圍折彎與中央孔洞的內側圓弧。
快速迭代:一天完成六種模具設計測試
3D 列印模具的價值,不只是降低單次模具成本,更重要的是提高設計驗證速度。在這個案例中,工程師每次完成壓製測試後,都會重新檢查 CAD 模型並修改模具幾何形狀。藉由快速列印與測試,團隊在一天內完成六次設計迭代,再選出較合適的模具版本。
對於仍在開發階段的鈑金零件而言,這種流程可降低過早投入正式金屬模具的風險。
設計 3D 列印鈑金模具時,要注意哪些問題?
使用 SLA 3D 列印模具進行鈑金成形時,不能只將傳統金屬模具直接轉換成樹脂版本。
由於塑膠模具的剛性、韌性與耐磨耗特性不同,設計階段需要考量零件幾何形狀、板材厚度、成形壓力與模具間隙。
1. 孔洞附近的折彎容易造成變形
當折彎位置靠近孔洞時,局部壓力可能使孔洞形狀改變,甚至造成零件表面變形。
在刀片護罩案例中,工程團隊發現上模應盡可能完整壓住鈑金表面,避免壓力集中在局部區域。

2. 必須預留金屬回彈角度
金屬板材彎折後,通常會略微回復原本形狀,這種現象稱為回彈。
如果希望最終側壁接近垂直,模具設計通常需要讓板材適度彎折超過 90 度,再利用材料回彈形成目標角度。
3. 上下模之間要保留適當間隙
上下模具之間需要保留足夠的板材厚度與成形空間。
如果模具間隙過小,鈑金在壓製過程中無法順利變形,樹脂模具也可能承受過高壓力而破裂。設計時應將板厚、公差、彎曲半徑與鈑金流動空間納入考量。
4. 初期測試可先使用較薄的板材
模具尚未完成驗證時,建議先從較薄的板材開始測試,再逐步調整壓力與材料厚度。
壓製過程中也可視情況使用潤滑方式,降低摩擦、模具磨耗與所需壓力。
3D 列印樹脂模具適合用於設計驗證與少量試作。若零件涉及高壓力、高磨耗或安全關鍵應用,仍需進行完整工程測試。
如何使用 SLA 3D 列印模具進行鈑金成形?
整體流程可以分為四個步驟:
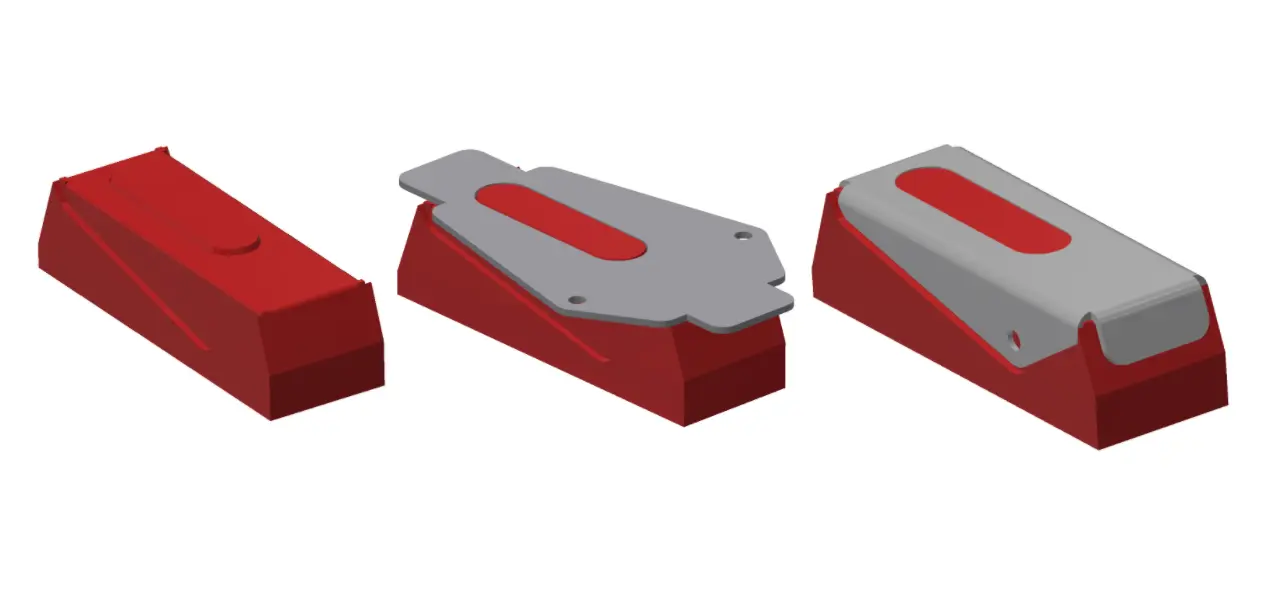
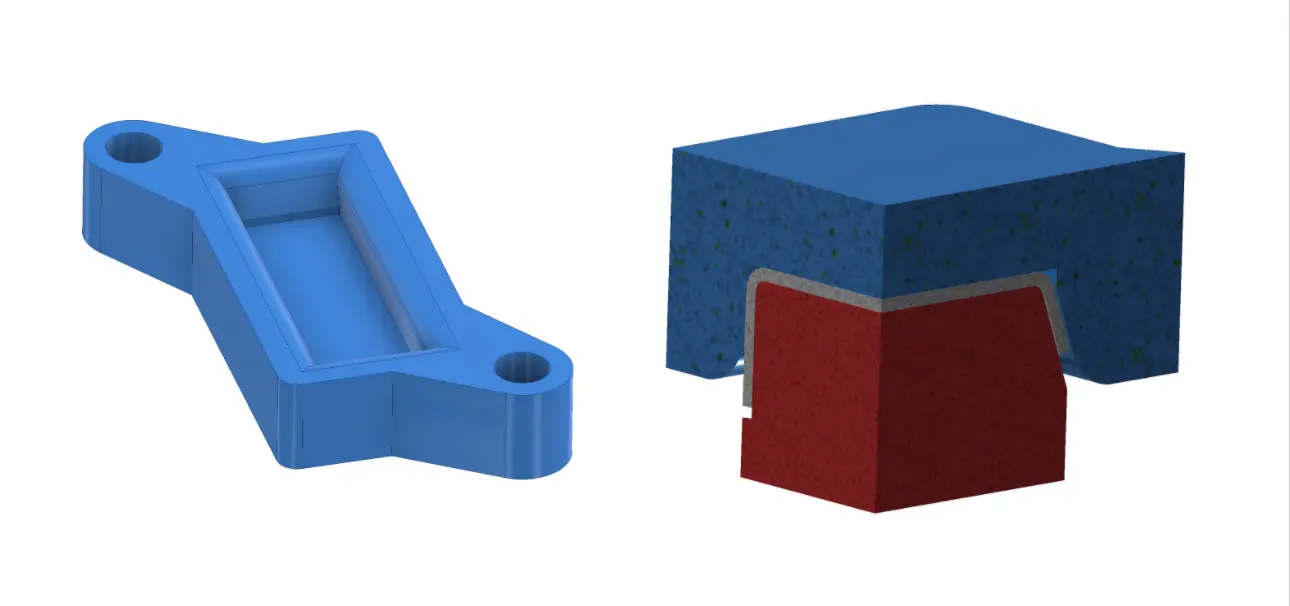
步驟一:設計上下模具
首先,根據鈑金成品的幾何形狀、板材厚度與加工順序,設計對應的上模與下模。
如果零件包含不同方向的折彎、孔洞翻邊或局部圓弧,可考慮拆分為多道工序,避免一次壓製造成材料變形。
步驟二:列印模具並完成後處理
完成模具設計後,可使用 SLA 3D 列印設備製作上下模。
列印完成後,應依照樹脂材料規範進行清洗與後固化。設計列印方向時,也應避免將支撐結構安排在重要接觸面,以減少支撐痕跡影響鈑金成形品質。

步驟三:預先切割鈑金胚料
3D 列印樹脂模具通常不適合作為切割金屬板材的沖切刀具。
因此,鈑金胚料應先使用剪切、鑽孔、水刀、電漿或雷射切割等方式完成外型加工,再放入模具中進行壓製。
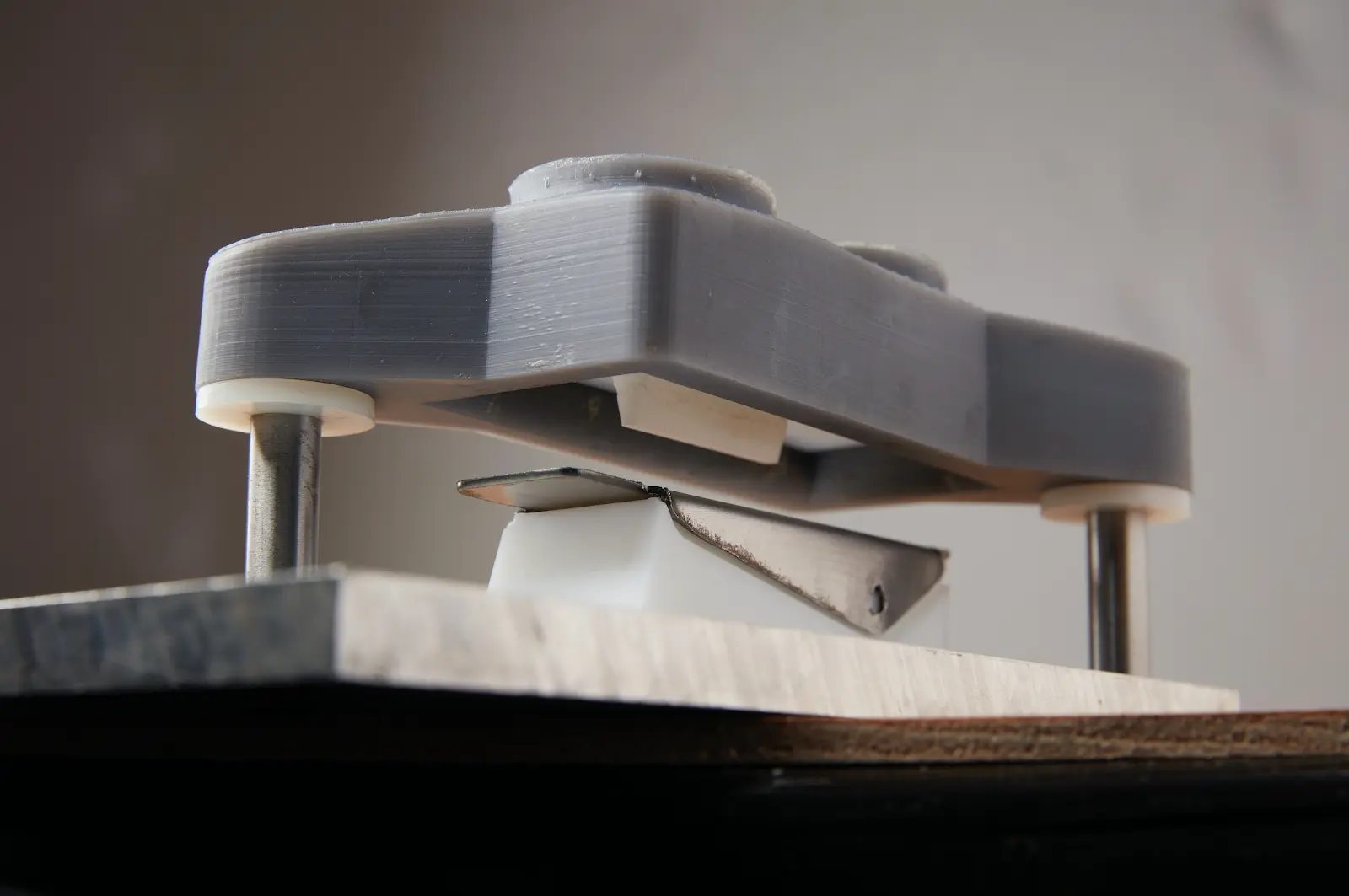
步驟四:使用壓床進行成形
將鈑金胚料放入上下模具之間,再使用壓床施力,使金屬板材沿著模具形狀完成塑性變形。
初次測試時,建議逐步確認壓力、模具間隙與零件變形情況,再決定是否需要調整 CAD 設計。

SLA 樹脂材料怎麼選?
不同樹脂具備不同的剛性、韌性與耐衝擊特性。材料選擇不應只看硬度,也要考量壓製力量、模具結構與預計使用次數。
| 樹脂類型 | 較適合的應用情境 | 需要注意的事項 |
|---|---|---|
| Rigid Resin | 較高壓力、需要維持模具剛性的應用 | 面對反覆衝擊時,需注意脆裂風險 |
| Tough 類型樹脂 | 較低壓力、動態負載或需要韌性的應用 | 適合吸收部分衝擊能量,仍需實際測試 |
| Durable 類型樹脂 | 需要一定韌性與耐磨耗性的應用 | 模具壽命仍會受到零件幾何形狀影響 |
| 快速列印樹脂 | 初期幾何驗證與設計迭代 | 適合快速測試,不一定適合較高負載 |
原廠案例使用 Rigid Resin 製作模具,主要是利用其剛性承受壓製負載。
若應用涉及反覆敲擊、壓印或動態負載,則可進一步評估韌性較高的工程樹脂。
3D 列印模具可以使用多少次?
沒有單一固定答案。
3D 列印模具的實際壽命會受到板材厚度、成形壓力、模具幾何形狀、樹脂材料、潤滑方式與定位精度影響。
- 鈑金材質與厚度
- 模具結構與彎曲半徑
- 壓製力量
- 工程樹脂特性
- 是否使用潤滑
- 是否存在衝擊負載
- 每次壓製的定位精度
因此,正式投入使用前,仍應透過實際測試確認模具壽命與成形品質。文章中不建議直接宣稱一套模具可以生產固定數量的零件,除非已有實際測試數據。
3D 列印快速模具適合哪些情境?
| 適合使用的情境 | 原因 |
|---|---|
| 新產品開發 | 可快速測試不同設計版本 |
| 鈑金原型驗證 | 可在正式金屬模具加工前確認結構 |
| 少量試產 | 降低初期工裝投入 |
| 客製化零件 | 適合數量少、變化多的需求 |
| 正式模具開發前的 DFM 驗證 | 降低後續修改成本與返工風險 |
哪些情境不適合直接使用?
| 較不適合直接使用的情境 | 原因 |
|---|---|
| 長時間大量連續生產 | 樹脂模具耐磨耗能力有限 |
| 高衝擊沖壓 | 可能提高模具破裂風險 |
| 需要金屬沖切刀具功能 | 樹脂模具通常不適合直接切割金屬板材 |
| 高安全風險零件 | 需要進行完整工程驗證與品質管理 |
FAQ:關於 3D 列印鈑金模具的常見問題
SLA 3D 列印模具可以完全取代金屬模具嗎?
不建議這樣理解。SLA 3D 列印模具較適合原型驗證、設計迭代與部分少量生產。當需求進入大量生產、高壓力或高磨耗階段,仍應評估正式金屬模具。
FDM 3D 列印也可以製作鈑金模具嗎?
部分低負載應用可能可以測試,但 SLA 3D 列印通常具備較細緻的表面品質與較一致的材料特性,因此更適合作為鈑金成形快速模具的評估方案。
塑膠模具會不會刮傷鈑金表面?
相較於金屬模具,塑膠模具在部分情況下較不容易於板材表面留下明顯加工痕跡。實際表面品質仍會受到樹脂材料、鈑金材質、模具表面與壓力影響。
3D 列印模具適合直接用於量產嗎?
較適合原型驗證、少量生產與正式金屬模具投入前的測試。若要進入穩定量產,仍應根據生產數量、品質要求與模具壽命進行工程評估。
結論:先用 3D 列印驗證,再決定正式模具投入時機
SLA 3D 列印模具不是金屬模具的全面替代品,而是一種可以加快開發流程的快速工裝方法。
對於鈑金試作、產品開發與少量生產而言,工程師可以先透過 3D 列印模具測試零件形狀、折彎角度、孔洞變形與模具間隙,再根據測試結果調整 CAD 設計。
當零件結構與需求量逐漸穩定後,再決定是否投入正式金屬模具,通常能降低開發初期的成本與風險。

想評估 SLA 3D 列印模具是否適合您的產品?
不同鈑金零件需要考量板厚、成形壓力、幾何形狀、模具間隙與樹脂特性。
如果您正在評估鈑金原型、少量生產或快速工裝應用,歡迎提供零件尺寸、材質、預計數量與 CAD 檔案,由專業團隊協助評估適合的列印方式與材料選擇。
預約3D列印應用諮詢
本文根據 Formlabs 技術白皮書整理,並依台灣製造業常見應用情境進行繁體中文改寫。實際成形結果會受到板材、模具設計、樹脂材料、設備與製程條件影響。投入正式生產前,建議先進行測試與工程評估。