

使用 Formlabs SLA 列印機列印的零件完成後,需進行清洗、乾燥、後固化,並移除支撐結構和支撐痕跡。列印完成後,請立即清潔列印平台。其他可選的後處理包括乾濕打磨、底漆和噴漆。
對於 Formlabs SLA 列印機,後加工通常包括以下步驟:
- 清洗方式可以是使用 Finish Kit 手動清洗,也可以是使用 Form Wash 或 Form Wash L 自動清洗。
- 清理列印平台
- 烘乾
- 後固化,可使用 Form Cure 或 Form Cure L。
- 移除支撐
- 乾磨、濕磨、底漆噴塗、零件噴漆(選購)
清洗-將零件浸泡在溶劑中並移動
異丙醇 (IPA) 或三丙二醇單甲醚 (TPM) 可溶解液態樹脂,因此可有效清洗 Formlabs SLA 列印機列印的零件。將零件浸泡在溶劑中並同時移動,這兩個因素共同作用,可去除列印零件表面薄薄的一層液態樹脂。
無論使用 Form Wash、Form Wash L 或其他清洗方法(例如 Finish Kit),都應始終參考支援文章 Form Wash 時間設置,作為獲取最新清洗時間的主要資訊來源。
從列印機上拆卸零件
請務必先移除列印平台,再移除樹脂槽,以免樹脂滴落到玻璃光學窗口或列印機腔體內。移除平台後立即蓋上蓋子,防止環境光固化樹脂槽內的液態樹脂。
使用 Finish Kit 清洗零件
請遵循以下基本洗滌步驟,並閱讀各材料的具體洗滌說明。請務必參考「Form Wash 時間設定」支援文章,以取得最新的洗滌時間資訊。
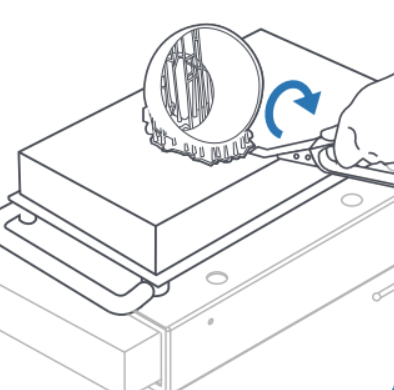
步驟 1:將列印平台放置在夾具上
將列印平台放置在 Finish Kit 中包含的夾具上。
步驟 2:從列印平台上移除零件
若要將零件從列印平台上取下,請將拆卸工具滑入底座的斜邊下方。根據樹脂類型和零件的幾何形狀,某些零件可能比其他零件更容易從列印平台上移除。
用於拆卸零件的工具會在列印平台的金屬表面留下刮痕。這些刮痕屬於正常現象,有助於提高零件在列印初始層時的附著力。
 從列印平台上移除列印零件
從列印平台上移除列印零件
步驟 3:在溶劑中移動零件
打開第一個沖洗桶,將零件放入溶劑槽中。用沖洗籃搖晃零件 30 秒。這樣可以去除零件外表面的液態樹脂。
 使用 Finish Kit 清洗零件
使用 Finish Kit 清洗零件
步驟 4:將零件浸泡在溶劑中
蓋上沖洗桶蓋,讓零件浸泡大約是建議總時間的一半。
步驟 5:重複上述步驟,進行第二次沖洗
將零件移至第二個沖洗桶中,然後重複步驟 3 和 4,將零件移至沖洗桶中浸泡剩餘時間。
使用 Form Wash 或 Form Wash L 清洗零件
Form Wash 和 Form Wash L 在整個清洗週期內循環溶劑,與浸泡而不持續運動的零件相比,清洗時間更短。
根據零件尺寸,將零件留在列印平台上,並依照詳細的 Form Wash 或 Form Wash L 工作流程進行操作。請閱讀各材料的相關文件以取得具體的清洗說明。請務必參考支援文章「Form Wash 時間設定」以取得最新的清洗時間資訊。
清理列印平台
每次使用列印平台前,請務必刮除平台上已固化的樹脂。如果下次列印使用同一種樹脂,則無需清除液態樹脂。將列印平台放回列印機,即可開始下一次列印。
如果您要更換樹脂類型,或不打算立即重複使用列印平台,請使用異丙醇 (IPA) 和紙巾徹底清潔列印平台,以去除列印表面和邊緣的液態樹脂。液態樹脂會在環境光下固化,殘留在列印平台表面的樹脂會導致平台無法使用。
 清理列印平台
清理列印平台
烘乾
列印件在進行後固化或後處理之前,請務必使其完全乾燥(無論是否用異丙醇、TPM 或水清洗過)。使用風扇或潔淨壓縮空氣等強制空氣吹乾零件可能更快。
對於異丙醇等揮發性溶劑,清洗後至少要讓零件乾燥 30 分鐘,以便溶劑從零件表面完全揮發。溶劑揮發期間,務必保持良好的通風。
對於不易揮發的溶劑,如 TPM,讓零件徹底滴乾,然後用清水或異丙醇沖洗,直到所有殘留的 TPM 都溶解。
後固化
對於標準樹脂而言,後固化是可選的。其他類型的樹脂則需要後固化才能達到最佳的機械性能。
請務必參考支援文章「Form Cure 時間和溫度設定」,作為獲取最新固化後設定資訊的主要來源。
移除支撐
Formlabs 建議在後固化後移除支撐結構,因為如果沒有結構支撐,零件在光照和高溫下可能會變形。
使用精加工套件中包含的斜口鉗小心地剪斷連接在零件上的支撐件。您也可以使用手術刀或美工刀移除支撐件。
對於具有複雜或精細幾何形狀的零件,請參閱支援文章「進階支撐移除」。
打磨、底漆和噴漆零件(可選)
去除支撐後,用乾磨或濕磨法去除支撐痕跡。根據零件的用途和所需的表面處理效果,後續處理步驟可能包括底漆和噴漆。