

本文適用於:Fuse 1 Generation、Fuse Sift
SLS 列印件,例如使用尼龍列印的零件,對突然和劇烈的溫度變化非常敏感。請始終讓成型腔完全冷卻,然後再與其互動或取出列印件。
SLS 列印件,例如使用尼龍列印的零件,對突然和劇烈的溫度變化非常敏感。列印完成後,列印作業需要在成型腔中冷卻,以緩解列印件中的熱應力。未能正確冷卻的零件會變形且易碎,並可能在負載下失效。
作為一般準則,冷卻至 50°C(122°F)或以下的零件變形風險最低。這可能意味著在處理列印件之前,需要等待實際成型時間的約 30–50%。如果需要提高產量,您可以提前取出零件,但可能會出現一些零件變形,尤其是垂直方向的細長零件和放置在成型腔外角附近的零件。
 處理熱成型腔時請佩戴隔熱手套
處理熱成型腔時請佩戴隔熱手套
警告:Fuse 1 Generation 列印機中的列印腔設計在最高 200°C(392°F)下運行,並配備高強度加熱器。在列印期間或列印後立即打開列印腔或列印機上的任何其他存取門。在整個列印腔冷卻幾個小時,或成型腔溫度降至 ≤ 100°C(212°F)之前,請勿處理來自成型腔的零件。處理熱成型腔時,請使用隨附的隔熱矽膠手套。不遵守這些程序將導致嚴重傷害,包括皮膚燒傷和/或燙傷。
不同冷卻時間對翹曲的影響
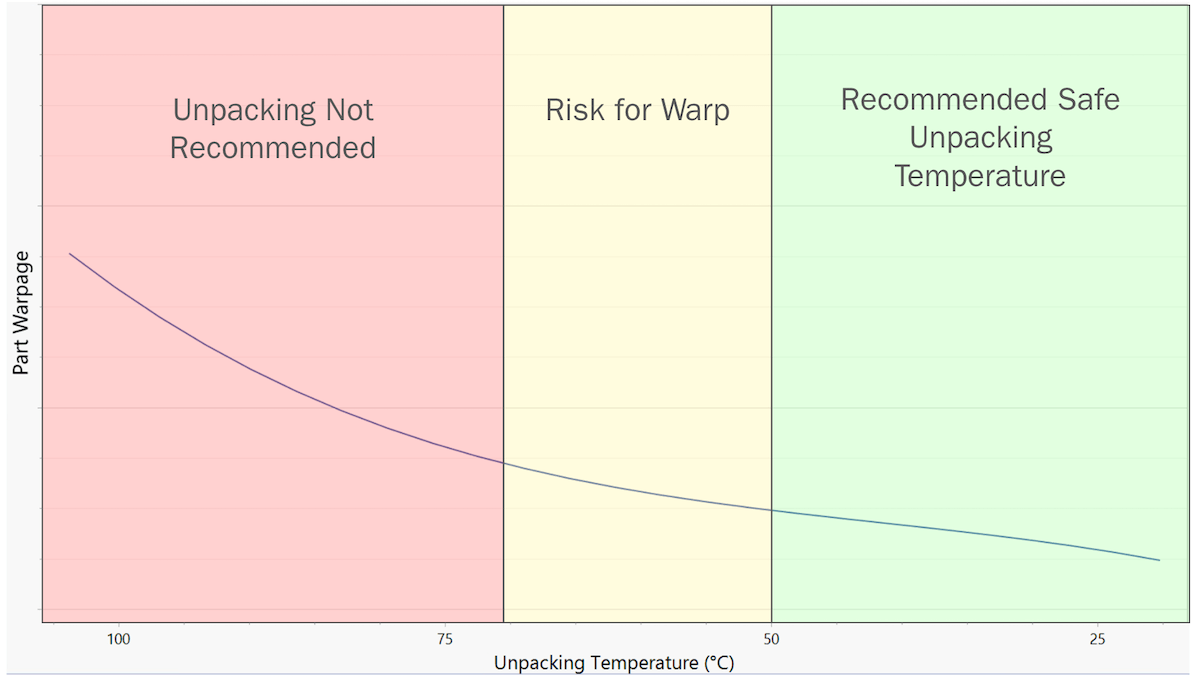 在列印機外冷卻的成型腔,取出溫度與零件翹曲之間的關係
在列印機外冷卻的成型腔,取出溫度與零件翹曲之間的關係
Formlabs 團隊使用尼龍 12 粉末在 Fuse 1+ 30W 列印機上測試了冷卻時間和取出溫度對零件翹曲的影響。成型腔以 15% 的填充密度裝滿了各種不同的零件。對成型腔所有角落的零件進行了測試。列印了多個相同的成型,並在 100°C 至 25°C 的不同溫度下從列印機中取出成型腔。測量零件的翹曲程度,並將其與預期形狀的偏差繪製成圖,對比取出時的溫度。
- 在高於 70°C 的溫度下取出的零件顯示出一致的翹曲。
- 在室溫下取出的零件尺寸最為準確一致。
- 當成型腔達到 50°C 時取出的零件,其翹曲程度與在室溫下取出的零件相比沒有顯著差異。
- 某些類型的零件,例如垂直方向的細長零件和放置在成型腔外角附近的零件,通常需要更長的冷卻時間。這些零件的成型通常需要留在列印機中,直到溫度達到 50°C,才能防止翹曲。
您的結果可能因填充密度、材料、零件幾何形狀以及您自己的零件驗收標準而有所不同。制定允許完全冷卻至 50°C,或至少在 50°C 至 70°C 之間的生產計畫,將提高您生產出高品質、尺寸準確一致零件的可能性。Fuse Sift 會顯示插入的成型腔的當前溫度,以協助您進行測試和決策。
在列印機中冷卻成型腔
列印完成後,將成型腔留在列印機中,直到內部溫度降至 100°C(212°F)以下。此時,成型腔可以安全地轉移到 Fuse Sift 繼續冷卻(如有必要)。
在 Fuse Sift 中冷卻成型腔
將成型腔移至 Fuse Sift 後,在取出粉末蛋糕和處理列印件之前,請讓其完成冷卻。
在 Fuse Sift 中冷卻成型腔,請在 Fuse Sift 的觸控螢幕上查看成型腔狀態:
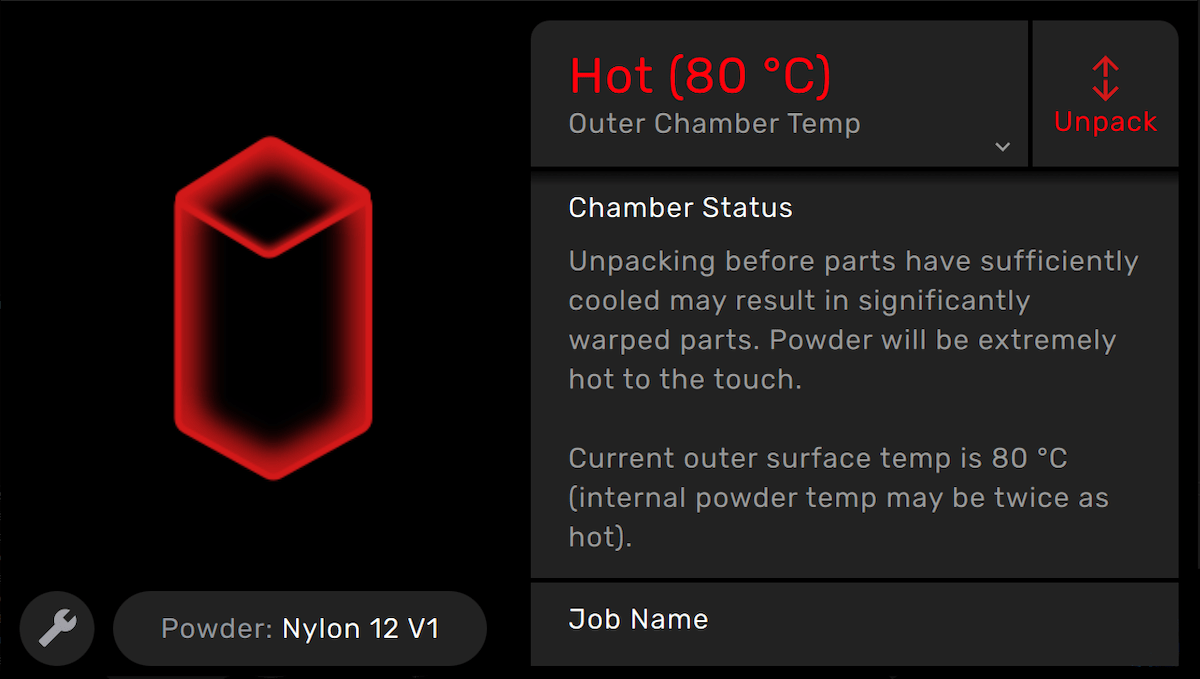 成型腔過熱(紅色):粉末蛋糕仍高於 70°C,請繼續冷卻
成型腔過熱(紅色):粉末蛋糕仍高於 70°C,請繼續冷卻
- 如果成型腔圖示和圖示以紅色醒目顯示,且 Fuse Sift 的觸控螢幕顯示「過熱」狀態,則粉末蛋糕仍高於 70°C。請讓成型腔繼續冷卻,再取出粉末蛋糕。
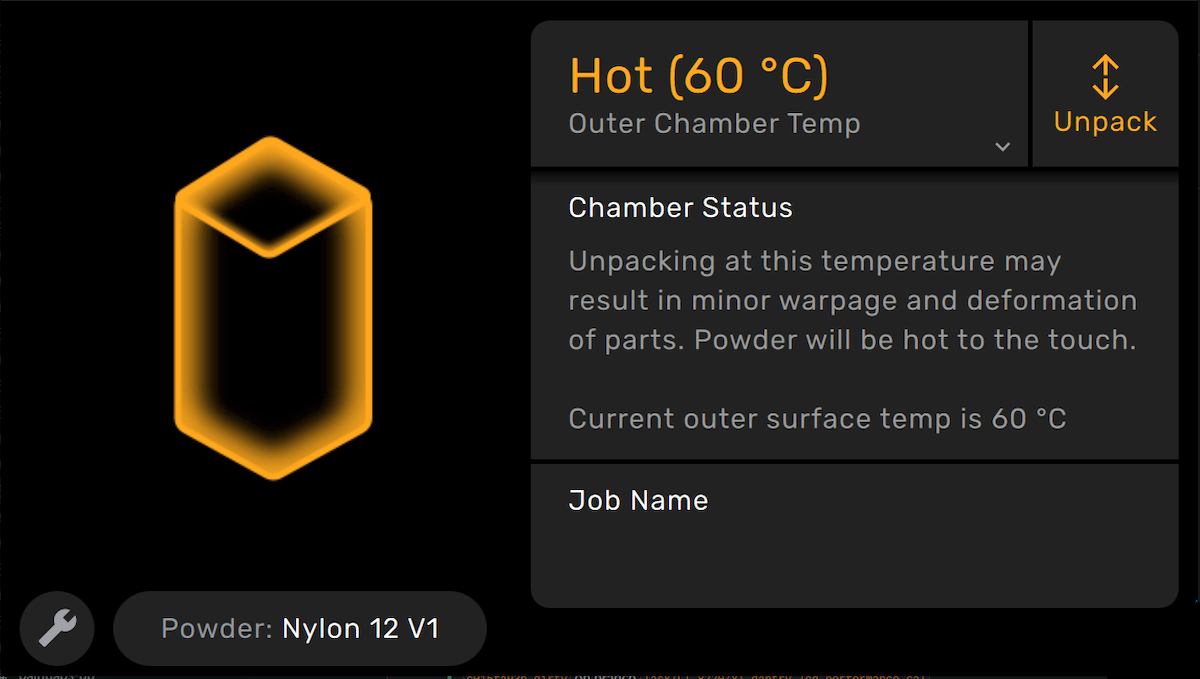 成型腔偏熱(黃色):粉末蛋糕介於 50°C 至 70°C 之間,取出有翹曲風險
成型腔偏熱(黃色):粉末蛋糕介於 50°C 至 70°C 之間,取出有翹曲風險
- 如果成型腔圖示和圖示以黃色醒目顯示,且 Fuse Sift 的觸控螢幕顯示「過熱」狀態,則粉末蛋糕介於 50°C 至 70°C 之間。您的零件可以取出,但翹曲的風險增加。
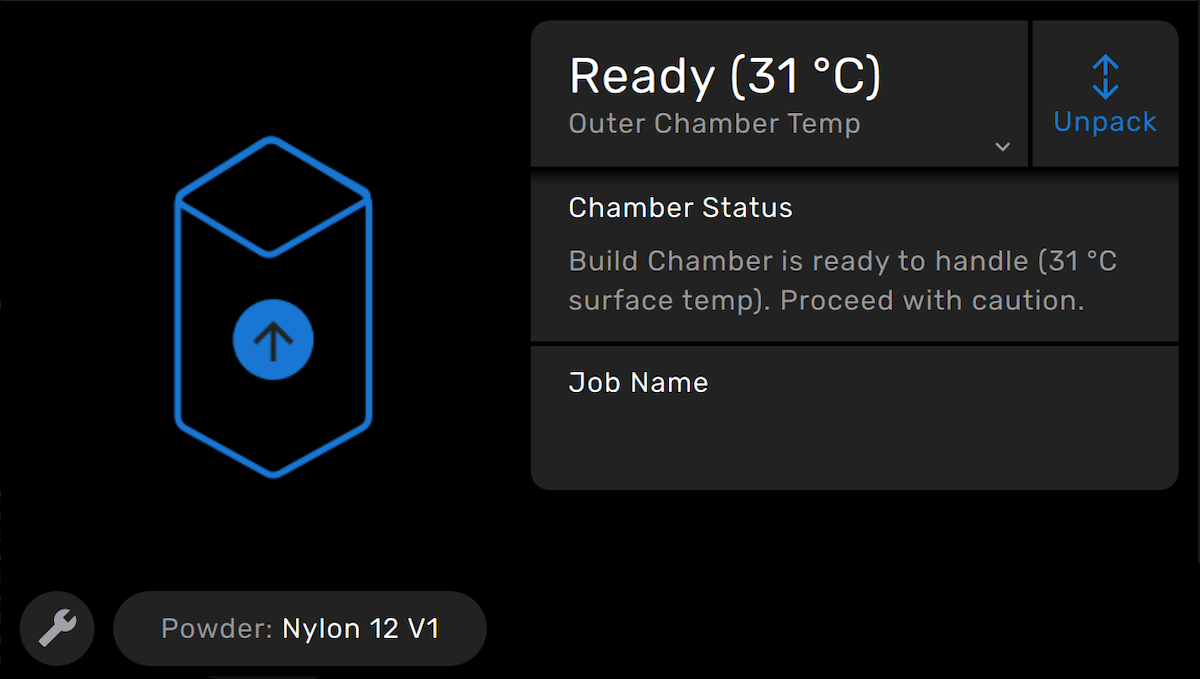 成型腔就緒(綠色):粉末蛋糕低於 50°C,可以安全回收列印件
成型腔就緒(綠色):粉末蛋糕低於 50°C,可以安全回收列印件
- 當 Fuse Sift 的觸控螢幕顯示「就緒」狀態時,粉末蛋糕低於 50°C。可以安全地回收和處理列印件。進一步冷卻不太可能影響翹曲。
在 Fuse 1 或 Fuse Sift 外部冷卻成型腔
如果您無法在列印機或 Fuse Sift 中冷卻成型腔,可以讓成型腔在環境空氣中冷卻。
在列印機或 Fuse Sift 外部冷卻成型腔的步驟:
- 當成型腔溫度降至 100°C(212°F)以下時,打開 Fuse 1 的列印腔門。
- 從列印機中取出成型腔。握住成型腔有塗層的把手。避免接觸成型腔的裸金屬部分。
- 將成型腔放置在安全位置的耐熱表面上。
- 讓成型腔冷卻原始列印時間的 30–50%。
- 將成型腔插入 Fuse Sift,開始零件回收過程。