

本文適用於:第一代 Fuse Generation、Fuse Blast
本文概述初步故障排除步驟,以解決安裝拋光系統的 Fuse Blast 機台在正常運作期間可能遇到的常見問題。
偵測不到 Fuse Blast 拋光系統
若 Fuse Blast 無法偵測到拋光系統,連接拋光模組與 Fuse Blast 的電源線可能已斷開,或您的 Fuse Blast 韌體版本過舊,無法識別拋光模組。
確認機器是否運行最新韌體,如有需要請更新韌體。移除拋光模組,確認電源線已正確安裝。若機台仍無法偵測,請聯絡 Formlabs 支援或您的認證服務供應商以獲得進一步指導。
無水流動
若拋光系統使用期間沒有水流動,可能無法正確清潔您的列印零件。可能導致無水流動的原因:水箱為空、Fuse Blast 觸控螢幕上的拋光功能已關閉、水管堵塞或彎折、注水針頭堵塞、泵浦未運作。
若要解決問題:確認水箱有水,必要時補充。在 Fuse Blast 觸控螢幕上確認拋光功能已開啟。確認水管沒有堵塞物。若有堵塞物,請旋開水管接頭、旋開針頭,並使用壓縮空氣或小刷子清除。確認泵浦是否在運作。打開拋光模組門閂,透過觀察窗檢查泵浦。若泵浦正常運作,應可見滾輪向上移動。若無動作,請確認拋光循環正在運行,且拋光模組已接上電源。
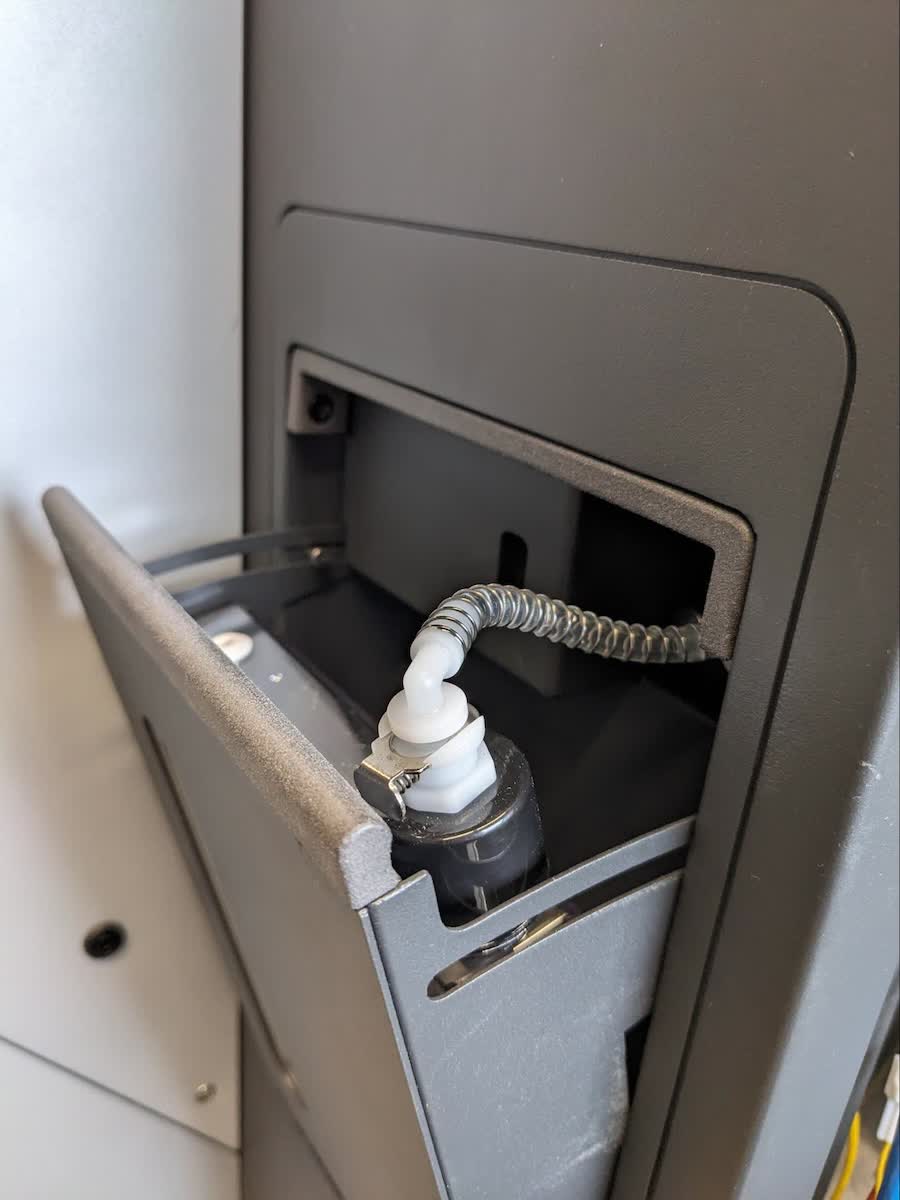 拋光系統水管進水線
拋光系統水管進水線
若水仍然無法流動,請聯絡 Formlabs 支援或您的認證服務供應商以獲得進一步指導。
拋光介質在噴砂腔中積聚
拋光介質在使用期間積聚在 Fuse Blast 噴砂腔中屬正常現象。但若使用期間工作台面上積聚大量介質,可能是沒有水流動或水箱中未添加拋光劑。
 Fuse Blast 工作台面上異常積聚的示例
Fuse Blast 工作台面上異常積聚的示例
若要解決問題:確認水箱有水,必要時補充。每箱水務必添加 7 mL 的 Formlabs 拋光劑。若噴砂循環期間介質過度積聚且影響零件品質,請稍微提高水流速。在 Fuse Blast 觸控螢幕上點按「設定」>「維護」>「拋光」。向右拖拉水流速滑桿。若完全沒有水流動,請先解決該問題再重試。若問題持續,請聯絡 Formlabs 支援或您的認證服務供應商。
介質無法從噴砂腔正常排出
即使噴砂腔內的濕度處於適當水準,拋光介質仍可能積聚在滑道中。若無法排出,系統可能存在堵塞:零件收集器堵塞、高濕度或過多拋光劑導致介質或粉末結塊、加入機器的噴砂介質過多。
若要解決問題:開啟風扇,打開噴砂腔門,在機器底部或零件收集器處查看是否有噴砂介質積聚。從噴砂腔中舀出多餘的噴砂介質。在機器左側工作區格柵下方的進氣口附近使用吸塵器,以清除堵塞物。清潔 Fuse Blast 的 HEPA 空氣過濾器。若嘗試以上步驟後堵塞仍然存在,請聯絡 Formlabs 支援或您的認證服務供應商。
噴槍介質流量不足
Fuse Blast 使用期間會從介質料斗吸取噴砂或拋光介質。若噴砂循環期間沒有介質從噴槍流出,介質料斗可能為空或介質軟管可能堵塞。
若要解決問題:確認介質料斗視窗,確保有足夠的噴砂介質,必要時填充料斗。如需更多資訊,請參閱有關噴砂槍輸出量減少的支援文章。
水正在滲漏
拋光循環期間,水從水箱流向噴槍中的注水針頭。以下情況可能導致水管滲漏:水管鬆動或損壞、接頭鬆動或損壞、注水針頭連接處損壞或磨損。
若要解決問題:以更高的流速確認水流情況。在 Fuse Blast 觸控螢幕上點按「設定」>「維護」>「拋光」,將水流速滑桿完全向右拖至 6 mL/min。關上並鎖緊噴砂腔門,將雙手插入噴砂手套。從噴砂臂上取下噴槍,使噴槍指向遠離噴砂腔門的方向,但仍可看到噴嘴。踩下右側腳踏板啟動噴槍。確認水是否正在注入水管,可目視確認或用手套靠近水流觀察是否變濕。檢查水管兩端接頭是否有滲漏或脫落。若水流噴入噴砂流且無滲漏,則水管運作正常。
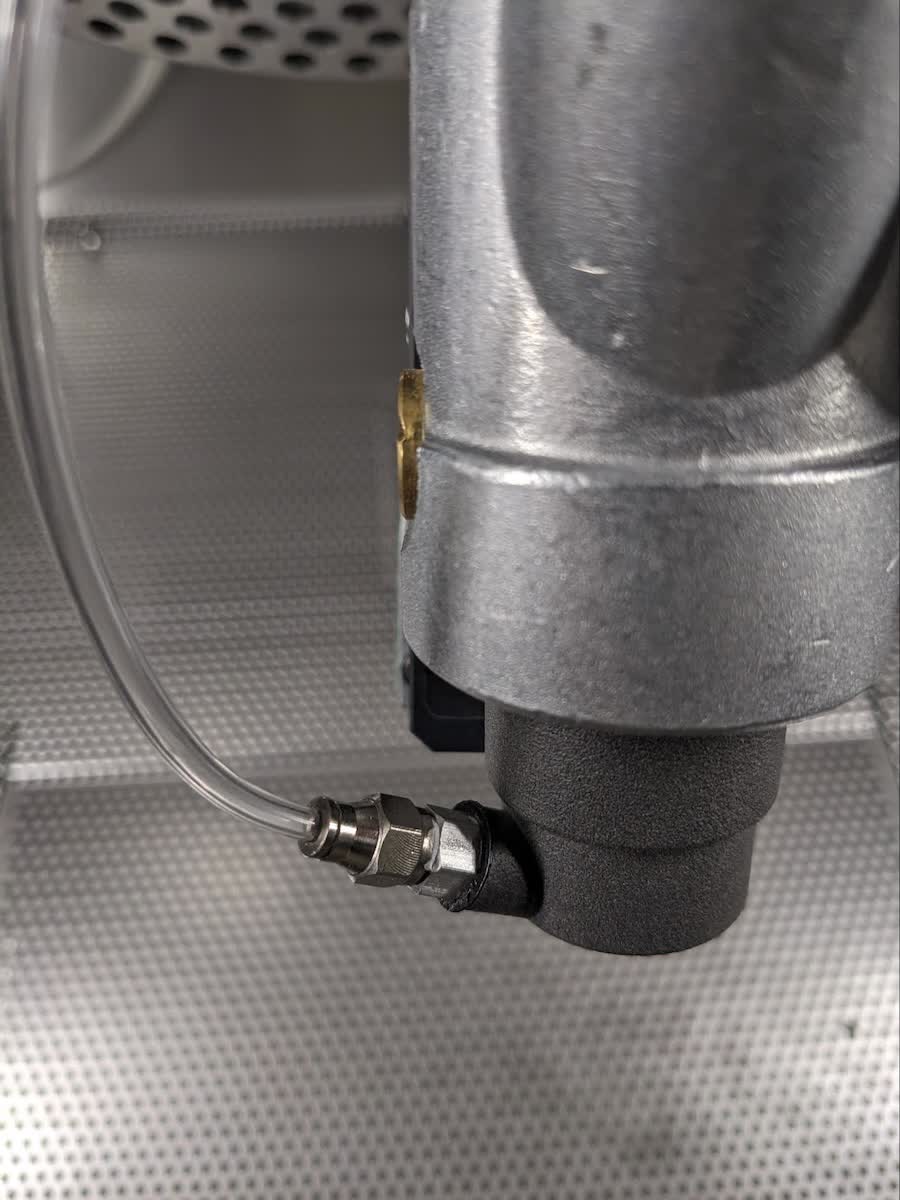 拋光系統水管
拋光系統水管  拋光系統水管接頭細節
拋光系統水管接頭細節
若確認水管正常但仍有滲漏,請檢查注水針頭接頭是否有損壞或磨損跡象,必要時更換針頭。
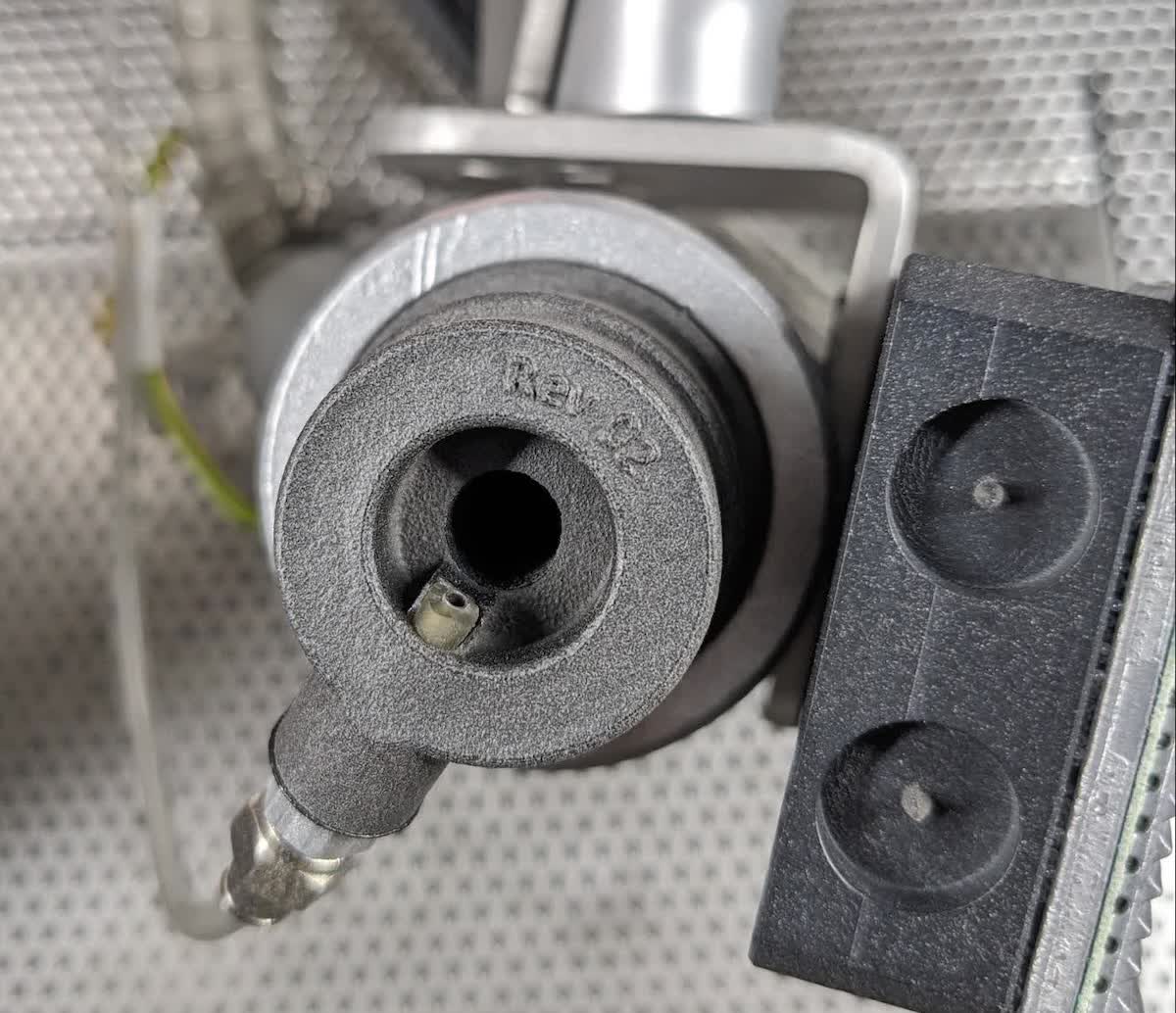 注水針頭特寫
注水針頭特寫  移除注水針頭(步驟1)
移除注水針頭(步驟1)  移除注水針頭(步驟2)
移除注水針頭(步驟2)  注水針頭
注水針頭
若水管和針頭接頭均正常,請聯絡 Formlabs 支援或您的認證服務供應商以獲得進一步指導。
零件未清潔乾淨
以下因素可能導致難以正確清潔零件:噴砂介質不足、噴嘴氣壓不足、離子化氣流沖洗功能異常、水流速或噴砂腔內濕度過高、廢料料斗已滿、水箱中未添加拋光劑、水箱中添加拋光劑過多、持續較長時間的水流速設定過高。
若要解決問題:確認介質料斗視窗,確保有足夠的噴砂介質,必要時填充料斗。確認空氣壓縮機的輸出壓力,確保拋光介質的噴砂壓力設定為 60 psi。確認離子化器狀態。關上噴砂腔門,踩下左側腳踏板,確認噴槍離子化器上是否有綠色 LED 燈亮起。考慮稍微降低水流速並重新開始循環。清空廢料料斗。清潔介質過濾網。檢查噴砂腔滑道,若介質在滑道中積聚且結塊,則表示濕度過高。
零件表面拋光品質下降
以下因素可能導致零件表面拋光品質下降:噴砂時間過短、壓力過低、流速或濕度過高、零件品質下降的其他原因。
若要解決問題:確保噴砂壓力設定在至少 60 psi。將噴砂時間增加到 60 分鐘以測試效果改善。確認其他可能導致零件未完全清潔的因素。
精細零件損壞
小型精細零件可使用 Fuse Blast 拋光系統清潔,但可能需要額外小心。以下因素可能導致精細列印零件在拋光循環期間損壞:壓力過高、滾筒轉速過高、零件應手動清潔、重型零件與精細零件混在一起。
若要解決問題:確保噴砂壓力未超過 60 psi。使用手動噴砂測試零件,若零件崩裂,請降低噴砂壓力並以更長的處理時間補償。請注意,較低的壓力無法像較高壓力那樣徹底拋光零件。考慮將重型零件從成型件中移除。
介質卡在零件內
Formlabs 拋光介質比 SLS 粉末顆粒大,因此可能會卡在某些幾何特徵中,特別是通孔和凹槽。如需瞭解使用 Fuse Blast 拋光系統時應避免的幾何特徵,請參閱相關資訊。
 Fuse Blast 進氣口位置
Fuse Blast 進氣口位置