

在使用尼龍 12 GF 粉末列印之前,請先微調您的 Fuse 1+ 30W 列印機,以確保列印品質。這個程序透過 PreForm 上傳診斷列印至列印機執行。列印件包含數個需要清潔並檢查的樣板,以確定您的列印機所需的溫度偏移量。
每台 Fuse 1+ 30W 列印機在首次使用尼龍 12 GF 粉末列印時都應進行微調。相鄰的列印機可能需要不同的溫度偏移設定。
執行床溫調整列印
- 若您之前曾對列印機套用過偏移量,請先將偏移量重設為 0,再開始微調程序。
- 將 PreForm 更新至最新版本。
- 下載尼龍 12 GF 床溫調整列印檔案。
- 開啟 PreForm 並選取「作業設定」。
- 在作業設定視窗中,確認已選取正確的列印機,然後選取「上傳診斷列印」。
- 從電腦中選取檔案。檔案成功上傳後,從列印機上開始列印。
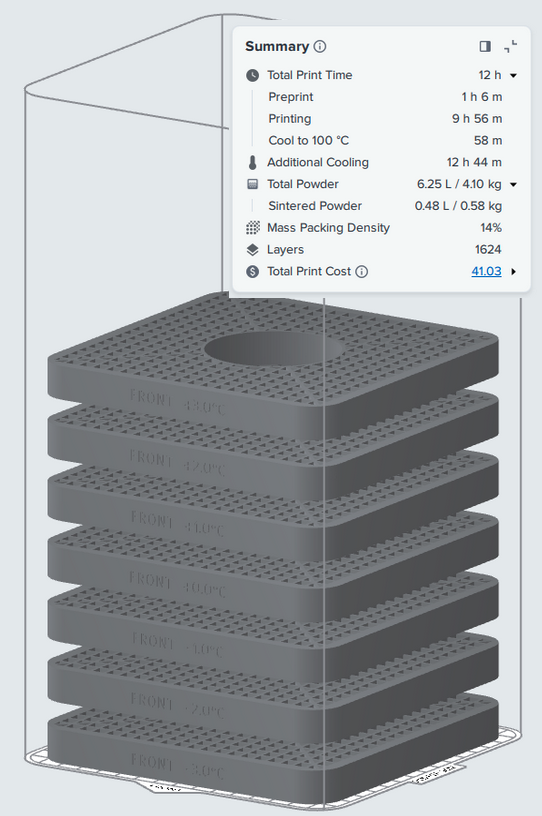
- 執行此列印需要 3 公斤的粉末,刷新率為 50%。如需製備正確的混合比例,請先對粉末進行老化處理。將料斗填至 7 L 刻度線即可裝入 3 公斤粉末。
- 依照 Formlabs 建議,待列印件完全冷卻後再取出。
清潔零件

列印完成後,可使用 Fuse Sift 或 Fuse 除粉套件從成型腔中取出零件。多餘的粉末可與新鮮粉末混合後重複使用。
在檢查之前,應將零件上的粉末完全清除,可使用 Fuse Blast 或其他噴砂設備。取出七塊樣板並清潔後再進行檢查。
每塊樣板標有其列印時的溫度偏移量(-3 ºC、-2 ºC、-1 ºC、0 ºC、+1 ºC、+2 ºC、+3 ºC)。將樣板從 -3 ºC 排列至 +3 ºC 以準備進行檢查。
檢查樣板
若測試列印失敗且並非所有樣板都列印完成,請使用成功列印的樣板進行檢查。正確的偏移量會體現在成功列印的零件中。
此列印的設計旨在誇大表面缺陷,以清楚呈現床溫過高或過低的狀態。理想溫度對應的樣板會有少量但非零的表面缺陷。這些缺陷並不代表列印機調整完成後所生產零件的實際品質。
確定列印機適合溫度偏移量的方法:
- 從最高溫樣板(+3 ºC)開始,檢查垂直表面是否有橘皮紋理。檢查零件外側垂直壁、內縮至中心一半的垂直壁,以及斜向排列的加強肋。請務必從各個角度觀察,因為缺陷可能不會出現在所有面,或在各面看起來不同。
- 若無橘皮紋理,表示 +3 ºC 過熱,請移至 +2 ºC 樣板繼續檢查。
- 若出現嚴重橘皮紋理,表示 +3 ºC 過冷,請將列印機床溫目標調整為 +3 ºC 後重新執行列印。
- 依溫度從高到低的順序依次檢查樣板。
- 第一塊在垂直表面出現橘皮紋理的樣板所對應的溫度即為理想溫度。
- 若最冷的樣板(-3 ºC)仍無橘皮紋理,表示仍過熱,請將床溫目標調整為 -3 ºC 後重新執行列印。
 嚴重橘皮紋理(過冷)
嚴重橘皮紋理(過冷) 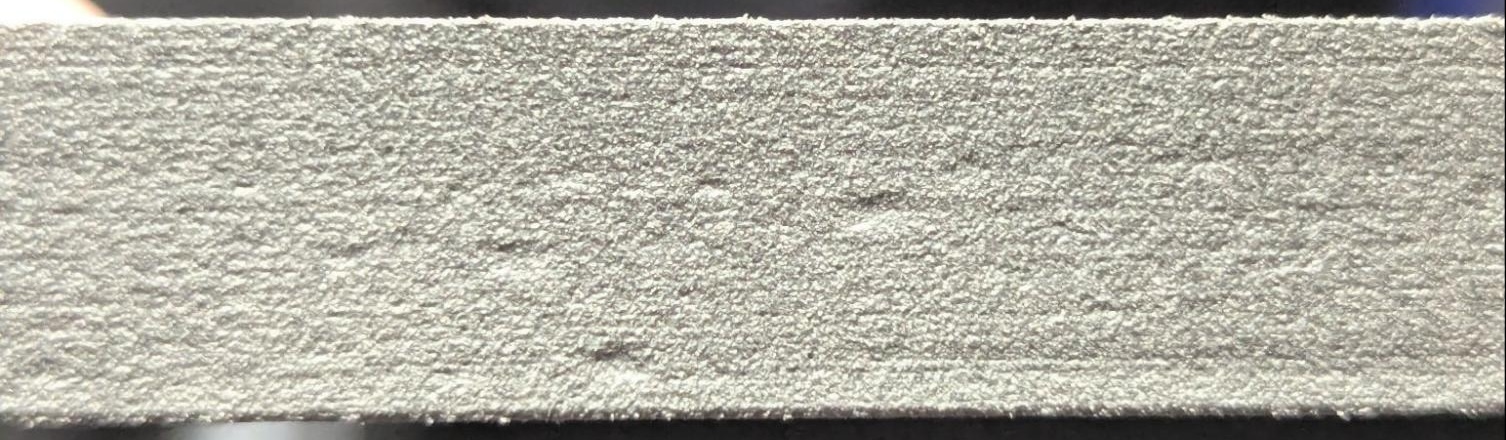 適度橘皮紋理(理想溫度)
適度橘皮紋理(理想溫度)  無橘皮紋理(過熱)
無橘皮紋理(過熱)
確認所選樣板是否理想時,請檢查零件頂部的格線網格是否有點蝕現象:
- 點蝕情況在垂直線、水平線和斜線交匯處最為明顯。
- 點蝕若存在,不會在所有位置同樣嚴重,通常有熱點和冷點之分。
- 幾乎所有零件的格線上都會有一定程度的凹陷,請勿與點蝕混淆。區別在於表面是否有實際的小孔(點蝕),或僅有帶凸起邊緣的輕微曲面(凹陷)。
- 正確的溫度設定不應有明顯的點蝕現象。若所選樣板有點蝕,表示仍過熱,理想溫度應再降低 1 ºC。
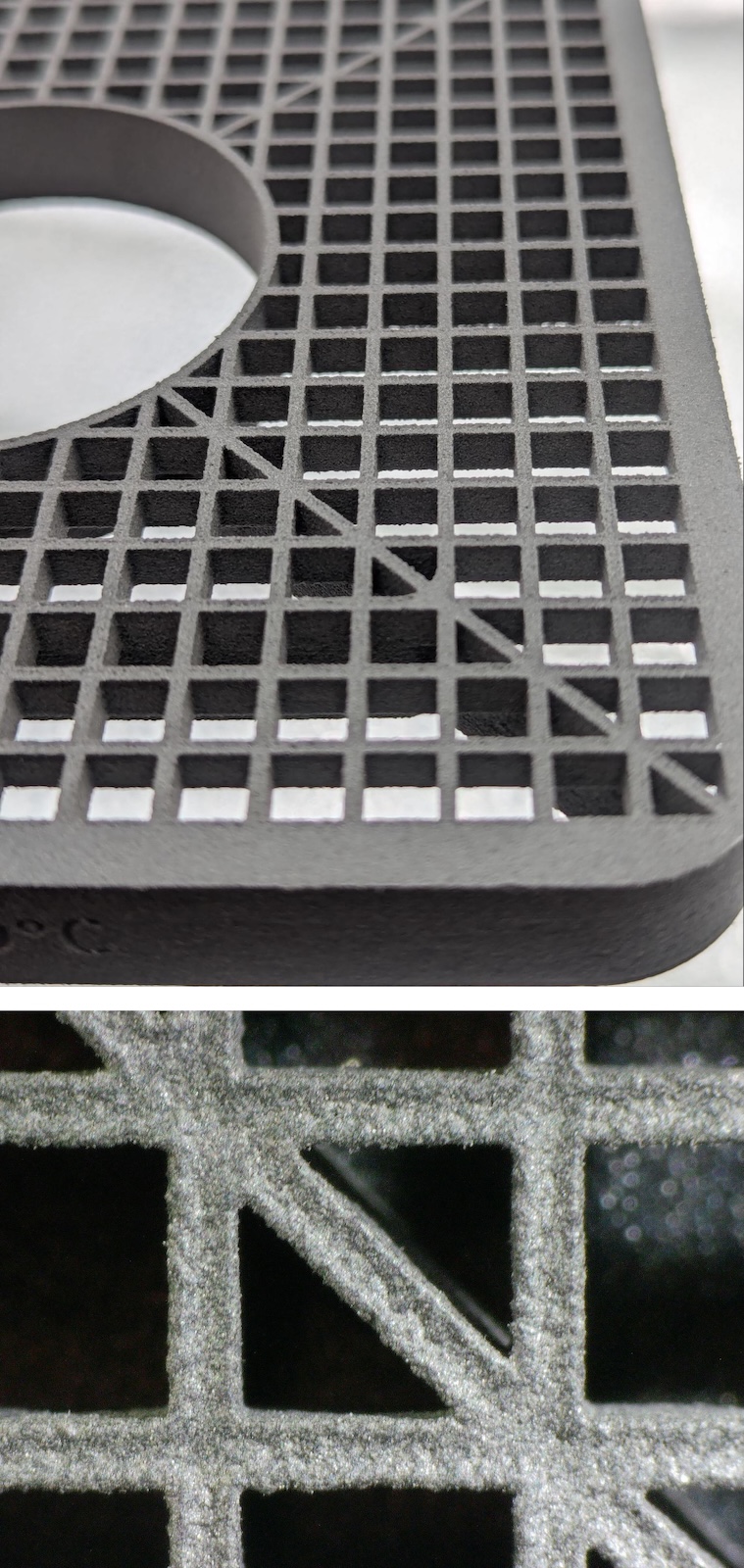 凹陷但無點蝕
凹陷但無點蝕 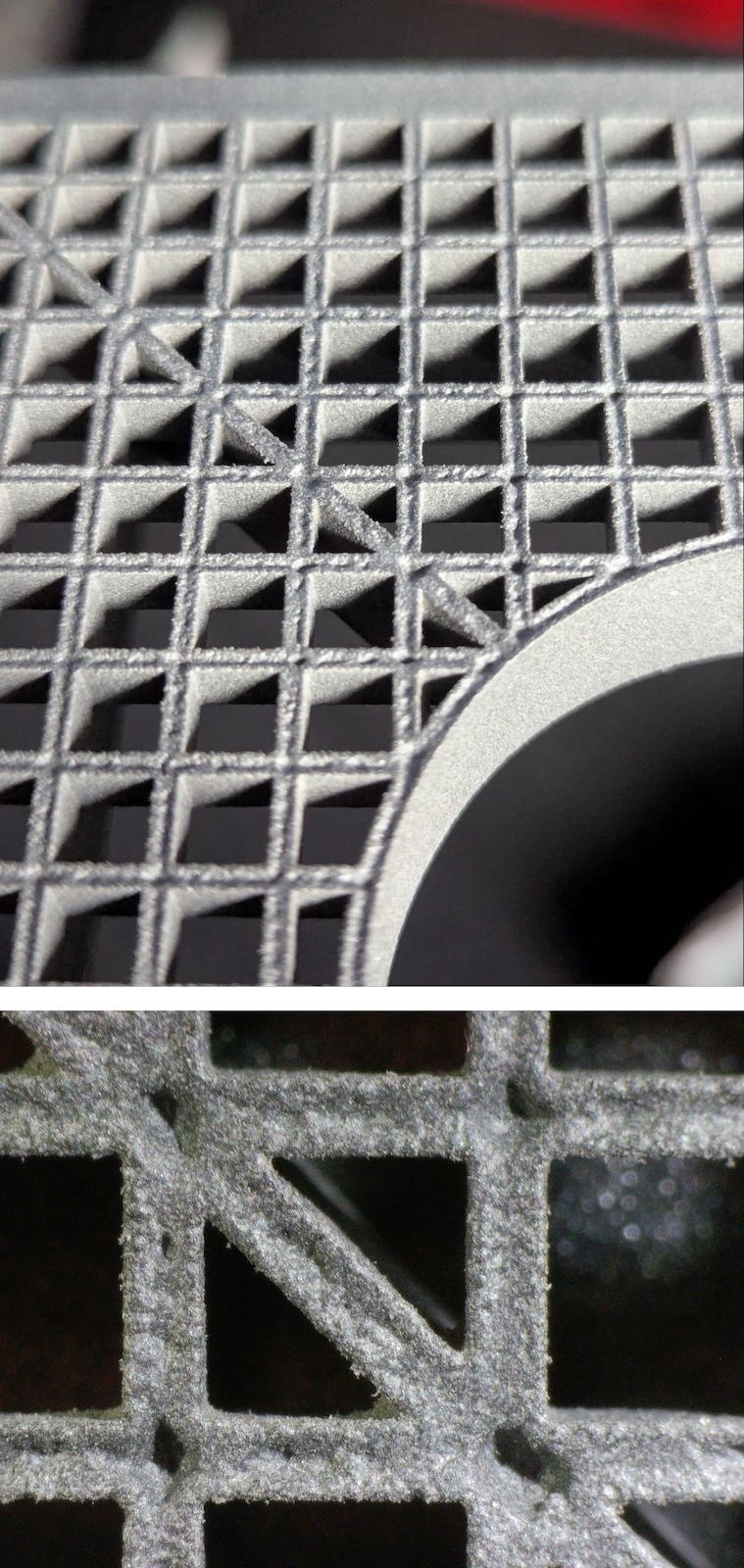 樣板顯示點蝕現象
樣板顯示點蝕現象
正確的偏移溫度可能介於兩塊樣板之間,即相鄰樣板的中間值(例如 +1.5 ºC)。
設定床溫偏移量
床溫目標可以 0.25 ºC 為增量在 ±5 ºC 範圍內調整。完成床溫調整列印後,請根據檢查結果調整列印機上的床溫目標偏移量。
相鄰運作的兩台列印機可能需要不同的偏移溫度。
調整床溫目標的步驟:
- 確認列印機未執行列印作業且目前處於閒置狀態。床溫目標只能在列印開始前調整,無法在列印進行中更改。
- 點選列印機觸控螢幕上的齒輪圖示,進入設定畫面。
- 點選「校準」,進入校準畫面。
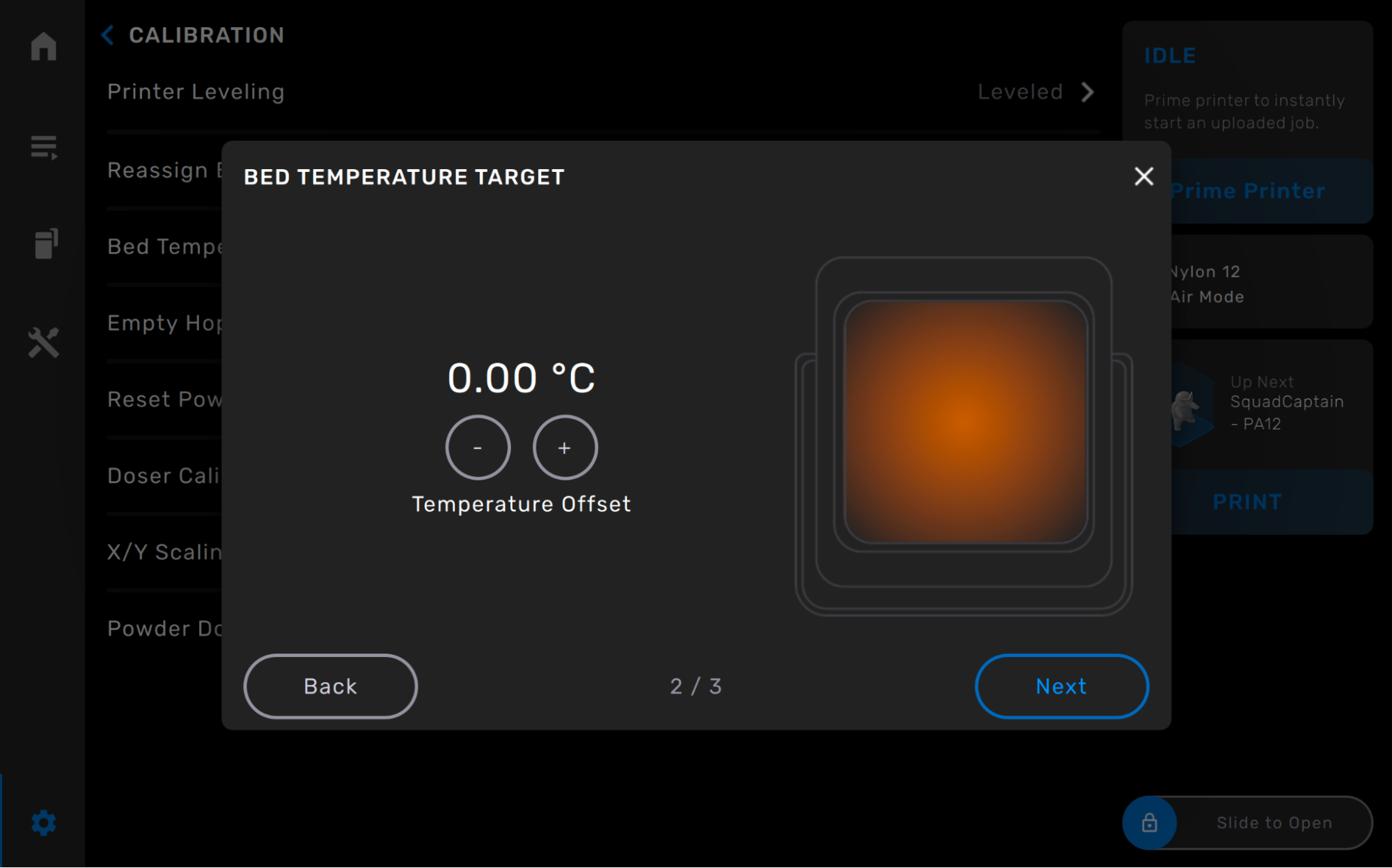
- 點選「床溫目標」,畫面上會出現目標溫度的相關資訊。
- 點選「下一步」,進入床溫調整畫面。
- 點選「+」或「-」以增加或減少溫度偏移量。
- 調整完成後,點選「下一步」,確認新的偏移量後點選「設定」。