

在使用尼龍 12 白色粉末進行列印之前,請先微調您的 Fuse 1+ 30W 列印機,以確保列印品質。在進行第一次列印前微調床溫,可以減少因列印機溫度變異而導致的零件表面缺陷。這個程序透過 PreForm 上傳診斷列印至列印機執行。列印件包含數個需要清潔並檢查的樣板,以確定您的列印機所需的溫度偏移量。
每台 Fuse 1+ 30W 列印機在首次使用尼龍 12 白色粉末列印時都應進行微調。相鄰的列印機可能需要不同的溫度偏移設定。
執行床溫調整列印
- 若您之前曾對列印機套用過偏移量,請先將偏移量重設為 0,再開始微調程序。您可以依照「設定床溫偏移量」的說明操作,並將偏移量設為 0。
- 將 PreForm 更新至最新版本。
- 下載尼龍 12 白色粉末床溫調整列印檔案。
- 開啟 PreForm 並選取「作業設定」。
- 在作業設定視窗中,確認已選取正確的列印機,然後選取「上傳診斷列印」。
- 從電腦中選取檔案。檔案成功上傳後,從列印機上開始列印。
- 執行此列印需要 3 公斤的粉末。若要將 3 公斤粉末裝入列印機料斗,請將料斗填至 7 L 刻度線。
- 依照 Formlabs 建議,待列印件完全冷卻後再取出。
清潔零件
列印完成後,可使用 Fuse Sift 或 Fuse 除粉套件從成型腔中取出零件。多餘的粉末可與新鮮粉末混合後重複使用。
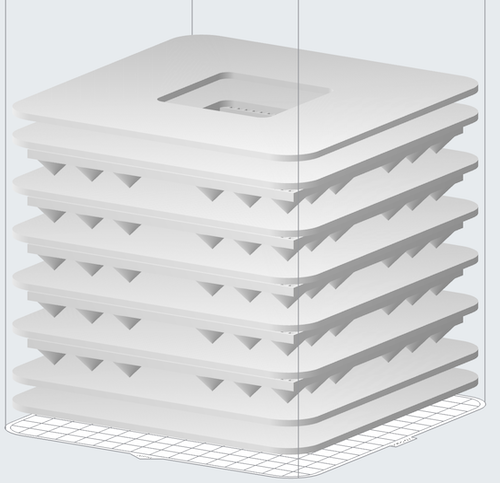
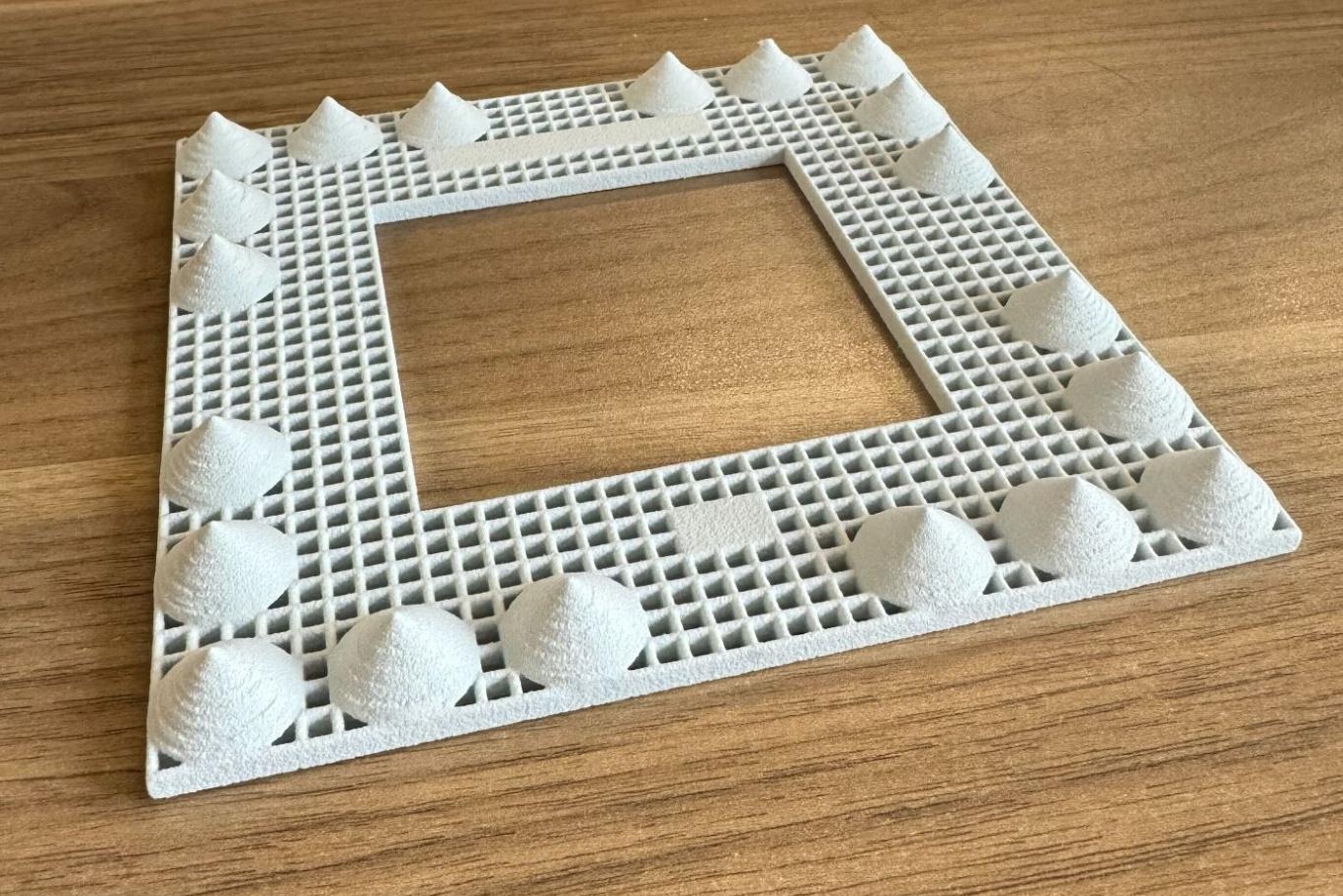
在檢查之前,應將零件上的粉末完全清除,可使用 Fuse Blast 或其他噴砂設備。取出五塊帶有錐形的樣板。成型腔中額外的平板樣板僅用於確保均勻冷卻和各錐形樣板間的分隔,可棄置不用。
每塊樣板標有其列印時的溫度偏移量(-2 ºC、-1 ºC、0 ºC、+1 ºC、+2 ºC)。將樣板從 -2 ºC 排列至 +2 ºC 以準備進行檢查。
檢查樣板
若測試列印失敗且並非所有樣板都列印完成,請使用成功列印的樣板進行檢查。正確的偏移量會體現在成功列印的零件中。
確定列印機適合溫度偏移量的方法,請觀察以下兩點:
- 單一樣板上出現不只一處但少於六處橘皮紋理。這種情況在錐形上最為明顯。
- 無點蝕現象。這一點在樣板上與錐形相對的一側最為明顯。
旋轉樣板從各個角度檢查錐形。橘皮紋理在錐形上呈現為略帶層次感的表面。點蝕則在樣板另一側呈現為細小的點狀物。
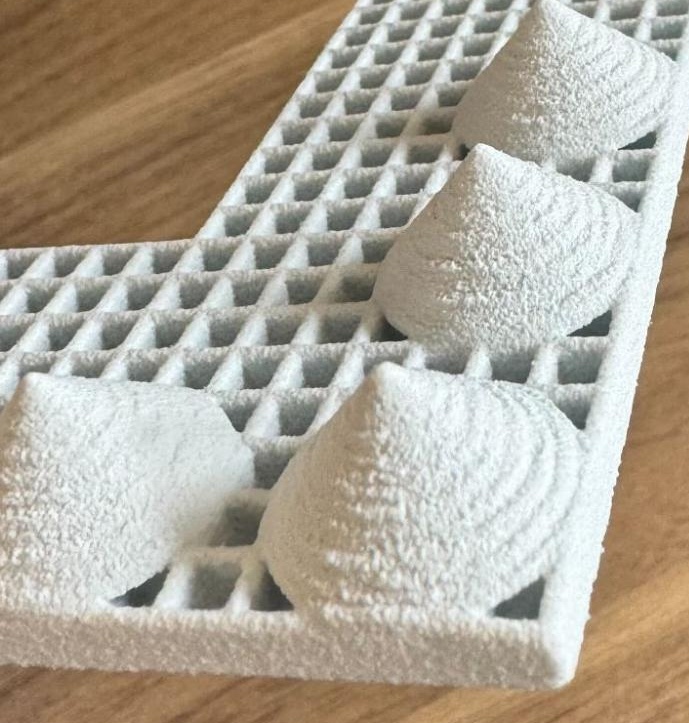 橘皮紋理示例
橘皮紋理示例 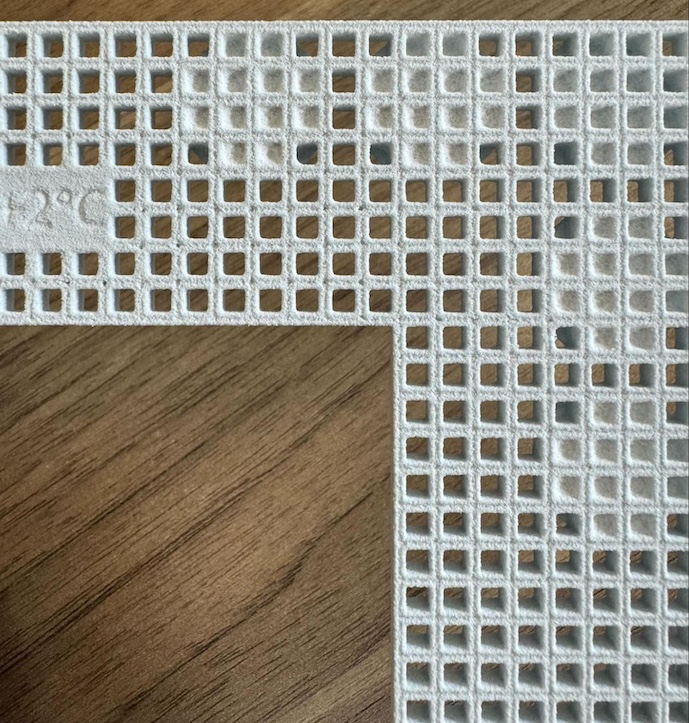 點蝕示例
點蝕示例
檢查完所有五塊樣板後,根據樣板上標示的溫度偏移量,確定最符合上述條件的正確偏移溫度,然後在列印機上手動設定此偏移量。
正確的偏移溫度可能介於兩塊樣板之間,即相鄰樣板的中間值(例如 +1.5 ºC)。
設定床溫偏移量
床溫目標可以 0.25 ºC 為增量在 ±5 ºC 範圍內調整。完成床溫調整列印後,請根據檢查結果調整列印機上的床溫目標偏移量。
相鄰運作的兩台列印機可能需要不同的偏移溫度。
調整床溫目標的步驟:
- 確認列印機未執行列印作業且目前處於閒置狀態。床溫目標只能在列印開始前調整,無法在列印進行中更改。
- 點選列印機觸控螢幕上的齒輪圖示,進入設定畫面。
- 點選「校準」,進入校準畫面。
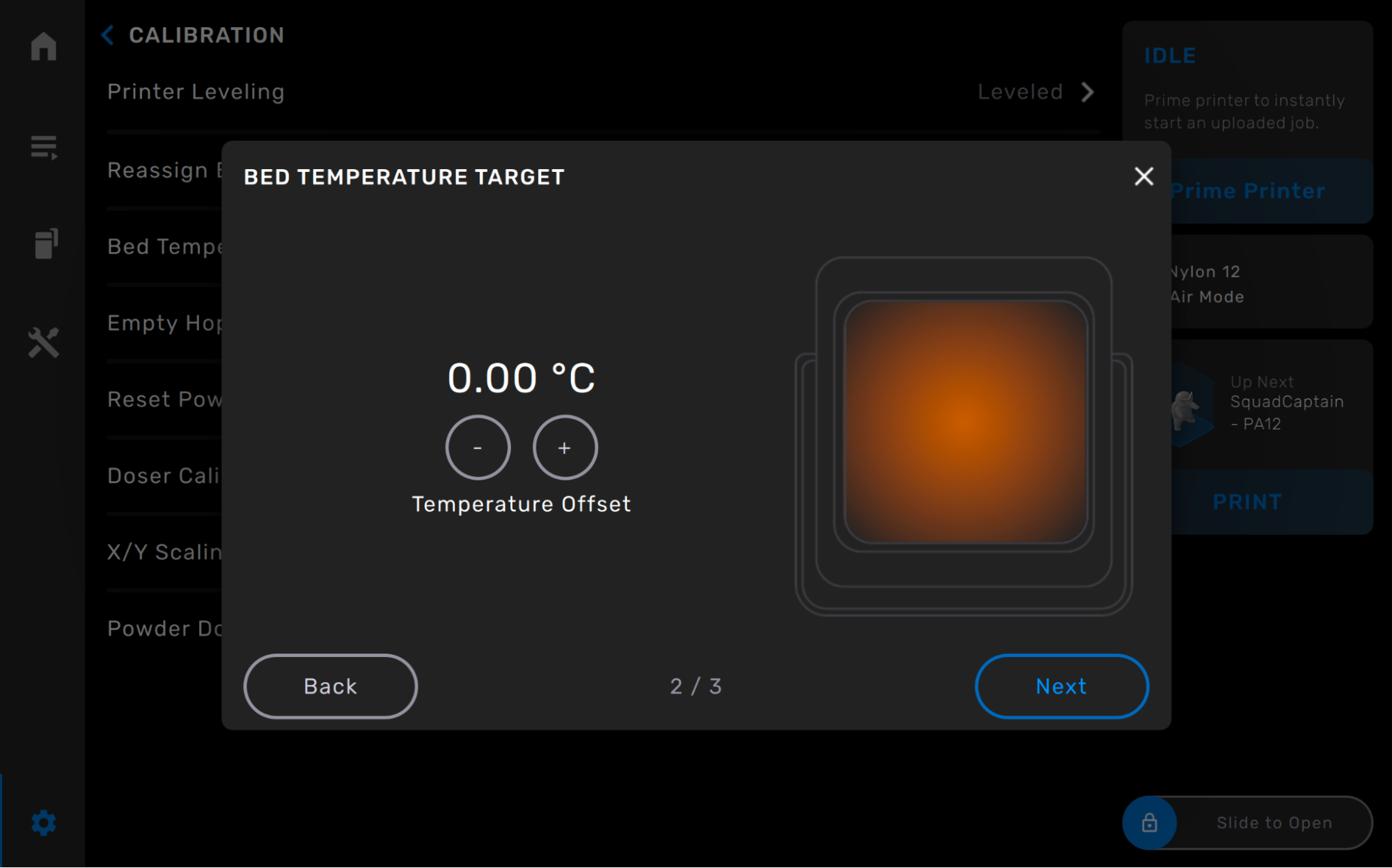
- 點選「床溫目標」,畫面上會出現目標溫度的相關資訊。
- 點選「下一步」,進入床溫調整畫面。
- 點選「+」或「-」以增加或減少溫度偏移量。
- 調整完成後,點選「下一步」,確認新的偏移量後點選「設定」。